
粉丝2587获赞5222
相关视频
 03:56查看AI文稿AI文稿
03:56查看AI文稿AI文稿调多重后果啊?开始呀, 大概来一下,往里面顶,这个再来一点点,哎,不用顶了哇,牛, 电脑没开线, 然后这一条我们要先把这个松了,然后这个往这边打一点, 还不够,还要往这边拉一点, 再顶一点。好嘞,哦,不要 不要顶多了,不要顶多了,不要顶多了,哎,可以这个再松一点点,好好调啊,然后这一条一来一样的道理,这个松 我们要把这个往里面顶,因为他往里面弯的外面后后把背心顶进去, 再来零点跑跑跑,等下再修正一下就好了,我们先,我靠,不要不要 快了,现在是这两个,现在他是往里面弯的,就松这两个,然后往里面停,看手感 再来停,再停一点,还差一点,那就再松一点。 ok, 多来一点点,再松一点, 让他把这个再粘紧一点,然后点出来一点,继续这条,这条外面弯的,外面弯的要往往用这个跟那个口红拉出来,要把这个先弄这个了,这叫 好,两两个再打一点就 ok 了。打啊,这个打多了点,松一点, 然后外面那个螺丝再低一点, 还多了点, 这个也是拉一点。 好,再变这样边边上这一条,边上这一条往外带,他就把这个又一定要把他拉出来,心子他是不动的嘛。然后我们要重点, 所以我拿着手机拍的不好调,本来是比这个要快的,小的 没关系,我们把这个松了, 这个往里面走, 再来点 这个再重一点, 来那么一点点,好,现在是大声的调了一下,慢慢微微的加加,调一下就可以。
190兴联吹塑机 00:19查看AI文稿AI文稿
00:19查看AI文稿AI文稿中空吹塑机常见故障,如何避免二制品壁后分布不均匀是在寻常不过的问题了。造成该故障的原因一般和冷却和加工时间有关,当温度和加热温度不均匀、冷却不够,都会影响到吹塑的壁候分布,需要调整中空吹塑机管壁控制来缓解故障的发生频率。
 00:19查看AI文稿AI文稿
00:19查看AI文稿AI文稿吹瓶机如何控制成品壁后?首先是针对吹瓶机设备所进行的壁后控制调整方法,可以通过调整设备的机头间隙、流速、机头温度来实现所生产的制品的壁后控制,也可以通过改善吹瓶口模来调整壁后。
 01:29查看AI文稿AI文稿
01:29查看AI文稿AI文稿有人问 pt 瓶子吹出来不均匀,而且还吹不到位怎么办?今天去找一个大师,号称是一步伐里的风清扬 胡总啊,就是说我们有时候生产过程中遇到滴滴瓶有时候吹不到位,而且不稳定, 是什么原因?通常有三个原因啊,第一个原因就是就是我们的岁数平批的时候达不到那个岁数要求啊。第二个就是我们的平批模具的均匀度不太好的话呢,那个生产的时候也会出现啊,产品吹不均匀 不到位。那么第三个原因就是我们的气压不稳定啊,上身的这个产品的迅速不正常。那如果说是 我,哎模具已经达标了,平台也达标了,那剩下那个气压问题怎么解决?我们的气源嘛,距离我们这个设备可能就他比较远,所以他的高压损耗会比较大,那么我们呢就是增加了一个三十斤的高压气罐,那么这个时候呢,我可以保证我们的这个设计 可以连续生产,在我们的机器模式都没有问题的情况下,加装加装的这个储蓄罐呢,是可以保证这个生产是持续不断的,很稳定的,这样让客户呢达到最高的效益。那这个器官是送的还是是我们的标配?感谢风大使。哈哈哈,过奖了过奖了。
1148塑胶工业 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿瓶子出现珍珠光泽泛白怎么办?有可能是加热温度过低,需要升温或放慢公转速度。黑管壁厚不均就改善黑管品质。 如果胚管厚度太厚,加温渗透不足,则需要减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发。你学会了吗?
 03:00查看AI文稿AI文稿
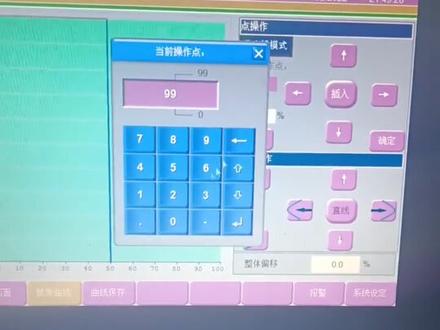
03:00查看AI文稿AI文稿首先纠正一下我们上一个视频,呃,闪烁的原因是因为同步增导致的,跟啊软件的实际应用是没有关系的。 那我们这个视频呢,主要讲一下我们这个操作的方式, 操作的方式怎样就可以把这个曲线编辑的更加的完美啊?首先我们点击一下编辑方式,编辑模式,进入到编辑模式,那首先我们把固有的几个点呢?我们把它删除掉, 我把它删除掉,我们也可以直接选好,我们也可以直接选装到近一点地方。好,我们把它删除掉。 好,我们留一个点,还有二十九号点。 那首先我们把这个曲线呢,我们把它变成一个直线。好,我们把它变成一个直线, 当前点是五十二,我们把它改成五十,然后九十九号点,我们也改成五十。好,我也改成五十好了,这就是一条直线, 我们在这个直线上面呢,比如说我们要插入某一个点,插入二十号点, 一楼差不多四十多点, 再点一下插入,我们插入八十号点,我们再点一下。好,那这个时候呢,我们对每段曲线进行调整, 我们觉得这个地方要拉稍微凸出来一点啊,要往这个方向,然后我们再编辑这一段曲线 啊,达到我们想要的这种效果。好,我们要往下来一点,哎,我们再涂出来一点,好,也可以。好,我们再来编辑上面这一段 啊,我们也可以把它变成直线,也可以变成曲线啊,我们变成这样的一条曲线,点击一下,确定 好了,这个是我们来测试一下 啊,这个闪烁是同步针的原因啊,实际的控制器是不会闪烁的, 这是我们的一个呃,简单的一些参数的设置啊。
 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿平底部或瓶颈卷起基料怎么办?可能是岩石吹气时间太长导致的,需要缩短岩石吹气时间或减低拉伸感下降速度。如果一个卷一个良好,则调低卷平一边的气量。 机料处温度太低,需要增加胚管该处的加热温度。若是动作用气压不稳定,影响拉伸感下降速度,需要加设储器罐与动作气源或缩短工具管路。你学会了吗?
 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿人生起伏,境遇不同,在我们这个年纪,金钱和长相决定了太多太多的东西了。所以你要乖,要长大,别张口闭口就是来日方长,要习惯的是人走茶凉。
250专业吹罐旋安装调试 00:42查看AI文稿AI文稿
00:42查看AI文稿AI文稿瓶子吹出来瓶底偏心怎么办?瓶底偏心与瓶体温度、拉伸、预吹、高压吹等都可能有关系,我们应该降低瓶体温度,加快拉伸速度, 检查拉杆头与底膜间的间隙,前后一吹,减小预吹压力, 然后高压吹,检查平批是否偏心。你学会了吗?
 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在九十到一百二十度之间。在此区间, pat 表现为高氮肽快速吹塑。冷却定型后成为透明的瓶子。 黑屏过程中,令人头疼的珠光总是发生在瓶子的内部,因为屏披的内部必须伸展的更多。如果受影响的区域非常薄,则应将其冷却,并对其下方的区域进行加热,以将更多的材料带入瓶子的发白部分。如果厚度适大, 应提高此部分或整个区域的温度,以使其更容易拉伸。地势。冷却塔采用空冷加水冷的冷却方式,借指空气和凉水分别流经不同的管断。 热水从塔顶进入,通过管壁散热带走热量。空气从塔底进入,向上流动,与热水进行热交换,将热量带入空气,最后从塔顶排出,而且可以较为精准的将介质冷却完成。
19华塔冷却技术 01:08查看AI文稿AI文稿
01:08查看AI文稿AI文稿呃,通过网络的资料我整理归纳了一下,将木格闭后控制器的操作方法调整指南, 我把它整理成一份文档啊,大家可以参考一下,在实时应用当中可以多了解一下, 如果有需要的话可以私信我 啊,我会在页面停留一下 啊,网页有我电话,底部有我电话。




