折弯机压平刀设置教程
粉丝1.5万获赞6.2万
相关视频
 00:39查看AI文稿AI文稿
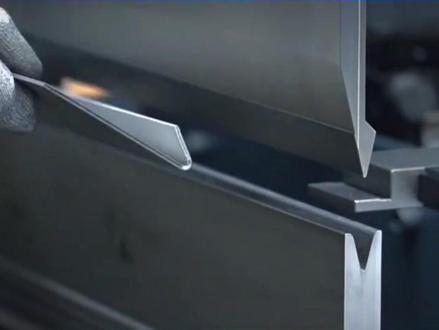
00:39查看AI文稿AI文稿介绍几种常用的压平模具操作方法,第一种采用传统的换模具压平尖刀先折锐角,然后再换压平模具压平。第二种采用弹簧组合压平模具,全过程不用换刀片上面槽口折尖角,第二刀在侧边弹起部位进行压边。 第三种采用气动复合式模具,取消第二种弹簧组合模式,需要使用时开启即可。第四种,入型槽折弯压平一体模具,首先进行第一刀折锐角,然后再上模具凸起处进行压平。第二刀,一种方式模具性价比较高。
273阿拉丁出海 00:43查看AI文稿AI文稿
00:43查看AI文稿AI文稿折弯压平四种方法介绍几种常用的压平模具操作方法,第一种采用传统的换模具压平剪刀先折锐角,然后再换压平模具压平。第二种采用弹簧组合压平模具,全过程不用换刀片上面槽口直尖角。第二刀在侧边弹起部位进行压边。 第三种采用气动复合式模具,取消第二种弹簧组合模式,需要使用时开启即可。 第四种, u 型槽折弯压平一体模具,首先进行第一刀折锐角,然后再上模具凸起处进行压平。第二刀一种方式模具性价比较高。
39钣金工程培训 06:17查看AI文稿AI文稿
06:17查看AI文稿AI文稿好,大家好,我是专业生产不上大门的小陈,今天就是调我这个身后的这个折弯机啊,这个把这个刀调平了,今天就教大家一点干货, 如果这个视频能帮助你的话,我就希望你帮我点点关注啊,谢谢大家了,现在就跟着我的镜头啊来看一下。 首先来看一下这个折弯机啊,这个折弯机就是四米的折弯机,因为调这个折弯机啊折出来的角度是不是一致的啊?就是啊,需要这个调刀了, 现在我就把它踩上来把这个废料啊试一下, 现在是这样的啊,这个地方呢就是调这个平衡的地方啊,所以这个下面呢就要放坏这个铁片。每个都是这样的啊每个都是一样的啊, 这里我就摆了一排, 这样我就知道哪个地方啊角度或者深呐浅呐就知道了啊,现在我就啊把它踩下来试下就知道了啊, 那现在就啊插上来看一下呢,每一个这个这个废料看一下这个角度怎么样? 你看这个角度,这第一个啊这个角度是严重偏小了啊,看第二个 第二个角度啊,稍微偏小一点点啊,这第三个角度也偏小一点点这第四个角度也偏小啊,他这个都偏小 啊,你看像这边到这边的话他这个角度就差不多了啊,像这边角度就跟这边不一样了,这边就感觉差不多了这个角度就说就 差不多。刚好啊,到了那那边还掉了几个掉到里面去了啊,像这边就呃有一点点啊,像这边就感觉就深了啊这边角度就感觉就深了啊, 刚才就是这里啊,这几个这个角度啊,比较啊浅了一点,所以这地方呢,要把这个调这个深度地方,把它打到往里面打啊,就可以了。 现在再来试一下啊,现在我又重新啊摆了一排,现在再来试一下这个角度,现在把 踩下来, 现在我来就拿出来看一下啊, 这个角度还是剩的啊,现在我把每个都把它放过来,放到这个位置,现在我把它放下来了啊,放下来了我就来看这个角度啊 啊,你看这个角度就啊有点点偏小啊,这个位置是然后看这个这个也是有一点点偏小,这个也是一点点啊,这个也是 啊,这个都差不多啊一个个都差不多啊,然后看继续看下来这个也是一样的啊, 这里也是一样的。刚才这里是啊偏大了啊,这个角度没有九十度吗?现在这里也是刚才敲了一下他这里也是啊,达到这个效果,这个是这个有一点点,这还是敲一下就好了, 这个有一点点,最后一个这个有一点点啊,这个再敲一下,他这个角度就基本上一致了。调这里啊, 瞅这个就是调这个深度的啊,你看这里,看这边这头粗这头细啊,这样打过去就是这这样打, 打这里的话这里就会往下来啊,就会加深的,看到每个都是这样的啊,所以这里是可以调动的这个周万机这里啊, 所以这个每个废料啊,在哪个位置?一定要不要一定要不要,搞错了,搞错的话就是爆,就是前面一点点啊,稍微再加深啊,往那里打一点点的话就可以了啊,刚才用了这个办法,这个效果很明显啊,就知道哪个啊地方角度或者大了小了, 如果大了碗哈啊,这个角度大于九度的碗,证明就是这个地方要往里面 啊,往里面敲一点他就会下来了,如果是小的话就往后面推一点点,让他上去一点点啊,这是啊,做我们这行的啊,基本是要掌握 这个技术的,这个唯一要提示的就是把这个小料啊,一定要调这个角度的地方, 别搞错了,如果你掌握我这个技术的话,基本上也能把这个折弯刀调平,如果有还有网友没有看懂的话,可以在这个视频下方评论 啊,到时候我会啊,一一的回复你啊,希望这个视频能帮助一些学做这一行的啊,有点帮助。
543武义日坤门业有限公司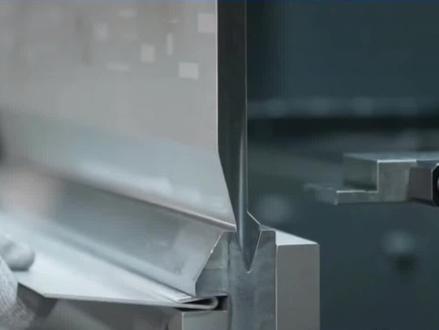 01:23查看AI文稿AI文稿
01:23查看AI文稿AI文稿介绍几种常用的压平模具操作方法。第一种采用传统的换模具压平尖刀,先折锐角,然后再换压平模具压平。第二种采用弹簧组合压平模具,全过程不用换刀片上面槽口折尖角,第二刀在侧边弹起部位进行压边。 第三种采用气动复合式模具,取消第二种弹簧组合模式,需要使用时开启即可。第四种 u 形槽折弯压平一体模具,首先进行第一刀折锐角,然后再上模具凸起处进行压平第二刀。一种方式模具性价比较高。
119阿拉丁出海 04:05查看AI文稿AI文稿
04:05查看AI文稿AI文稿大家好,在电热辊机的使用过程中,可能会出现 y 二的角度和 y 一 的角度存在误差,当出现这种误差时,我们可以使用两块一百毫米左右的板材, 在 y 一 的油缸和 y 二的油缸下面分别进行折弯。折弯之后进行测量,查看角度是否正确。假设每次测量 y 二这一边的角度都会比系统大了两度,经过多次折弯测量后, 会发现有一个持续的误差。我们可以在系统中通过修改 y 轴的参考点来进行校正。在修改参考点之前,首先需要将上膜降落到底部, 降到底部后变速点的刀会停下来。之后我们可以在系统内进行校正,这个是 d a 五十三 t 的 控制系统。进入单部界面,输入折弯长度为一百毫米, 在 y 一 侧油缸下折弯与 y 二侧油缸下折弯同为九十度。假设通过折弯测量 y 二轴始终有一个角度偏大的情况, 那就可以矫正基层 y 轴的参考点了。首先输入密码,输入密码三二幺五七, 竖完后,我们会得到一个状态栏。在修改之前,我们需要知道 y 轴在每一度的误差动量是多少。 假设折弯角度为九十度, y 轴的目标值是一百五十六点二九毫米,输入折弯角度为九十一度,可以得到 y 轴为一百五十六点二一毫米。 得出结论, y 轴在每一度的误差动量是零点零八毫米。 当输入九十度后, y 二轴始终得到一个九十二度的反馈。点击设置,点击 end, 点击 y 轴参数,打开 feedback 界面,可以查看 y 二轴的参考点。 通过 y 二轴的参考点来校正我们的角度,之前确定一度的角度是零点零八毫米, 当我得到的角度反馈偏大时,参考点位置就要改小。通过测量 y 二轴的参考点需要减小零点一六毫米, 输入 y 二轴的参考点为二十四点九七毫米, 点击 end, 系统重新启动之后再次折弯,可以得到正常的九十度。 假设误差相反, y 轴的折弯角度是偏小的,我们的参考点位置就要改大。折弯测量得到的角度偏大,参考点就需要减小。 折弯测量得到的角度偏小,参考点就需要增大。根据角度误差的大小进行相应的参考点增加或减小。 今天就给大家介绍到这里。
66东海裕祥技术说 00:29查看AI文稿AI文稿
00:29查看AI文稿AI文稿折弯机不平模具如何设计?今天给大家分享四种方法,第一种,传统换模压平尖刀先折锐角,再换平刀压平。第二种, u 型下模配合折弯压平一体式上模,通过调节折弯形成,实现压死边工艺。第三种,弹簧复合压平模具,全过程不用换刀 上面槽口折尖角。第二刀侧边弹起部位压死边一气呵成。第四种,气动设计改用气动装置。
571TT折弯 00:39查看AI文稿AI文稿
00:39查看AI文稿AI文稿介绍几种常用的压平模具操作方法,第一种,采用传统的换模具压平尖刀,先折锐角,然后再换压平模具压平。第二种采用弹簧组合压平模具,全过程不用换刀片上面槽口折尖角,第二刀在侧边弹起部位进行压边。 第三种采用气动复合式模具,取消第二种弹簧组合模式,需要使用时开启即可。第四种, u 型槽折弯压平一体模具,首先进行第一刀折锐角,然后再上模具凸起处进行压平第二刀,这种方式模具性价比较高。
 00:35
00:35 01:13查看AI文稿AI文稿
01:13查看AI文稿AI文稿手动花,手动点一点就行了,我新建一个图形编辑,点一个点,再点一个点,再点一个点,再点一个点,然后输入尺寸三百,就这么简单。比如说这个他就变好了,然后我看看,让他自动排一下怎么折, 他告诉你现在这个在这个,那你再看一下折的碍不碍事?他排好了,你看呢?这是第一刀,第二刀,第三刀没事,那你就直接点启动键就可以折弯了。这是第一刀第二刀, 那第三刀折完,他又回到第一刀,只需要人这样,折板就是这样的,我们正常演示就第一刀顶着他折起来,然后他就可以再推进去 折折,哎,再顶着后面那个,行了,顶着靠山。所以我跟你说,后面这个东西进度要求很高,后面已经贴死了,你再怎么顶他没事,那个衡量不行,那个衡量只要顶顶螺丝假如松了,他后面那个衡量就这样波浪了, 他不是一条直线啊,那有可能在这里折准的,在这里折不准,在这里折不准也会很难弄,所以很多人买个设备,他说我也买的是进口系统啊,也买的好的配件啊,我折不折出来东西不行的,我买的折弯机不行啊,只考虑到那些东西去了。 折弯就玩两个的精度,一个是折弯角度,一个是后靠山。后靠山没有精度等于没用,再好的系统也没用,系统只是给你个指令跑跑,后来的做工细节都不一样,全部是电容工艺,东西要比。
324阿飞的折弯机工厂在济南 01:32查看AI文稿AI文稿
01:32查看AI文稿AI文稿原点复位后,点击自动进入自动编程界面,在一览表可以增加或删除当前折弯编辑之前要先按停止开关。选择折弯工序,点击删除当前折弯工序 左侧 l 位置,输入折弯尺寸,点击复制,选择下档折弯,点击粘贴, 依次重复操作。添加多刀折弯,修改 l 轴折弯尺寸,修改 d 轴折弯绝对值, d 轴零点为上下磨合死状态, d 轴数值等于刀尖与下磨底部距离相同。参数可以快速编辑, 在输入时候不要退出输入来选择下道折弯,点击同值即可复制参数, 输入后拉退让参数,输入下线、开口高度等参数。 联动模式,折弯过程不停顿,折弯结束 d 轴自动下降,单动模式区别在折弯结束不会自动下降。 寸动模式适合复杂产品,折弯过程可以随时停顿,产品需要技术时别忘记打开技术开关。
74十年折弯吴飞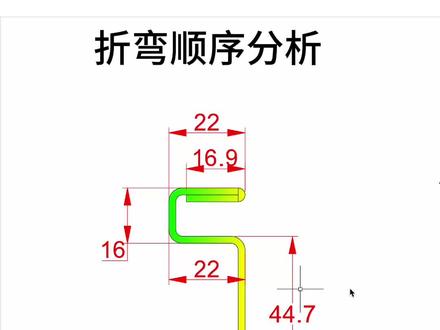 02:16查看AI文稿AI文稿
02:16查看AI文稿AI文稿今天继续给折弯小白和学徒上干货,就是分析折弯思路啊,这个对师傅来说可能一眼就懂了,那我们学徒来说怎么分析?一共是三道, 加上压死边拍平就是五刀。首先我们要选磨具,是不是?那有叉声和压平,肯定会想到什么三十度的尖刀,有这把尖刀,还有三十度的磨具,这样就可以做出一个小角度再拍平, 要用压平膜,要用这种压平膜把它拍平,再看这个形状,十六和二十二,那二十二减十六等于六个毫米,所以说那这个形状肯定是一定要用到弯刀的,而且是呃,薄弯刀和大弯刀 对不对?假如我们这里最后做,这里不撞可以是不是?但是你看这个压死边撞后面了, 你说我换薄弯刀一模一样,还是这个艾斯来,所以说这一刀肯定不能用弯刀最后做,那你说用尖刀也不行,就装这边了。那我们通过以上的分析说明什么问题呢?就是说我这一刀得先做,那这一刀能不能最后做也不行的 说,为什么觉得我从这边画条线过来,这里卡住下模了,我做的时候你看这里会卡住下模,你这里搭在下模上的时候,那这边就抵住下模了,做不了,所以说只能这边最后做,而且必须用弯刀。 我们先看这个弯刀,那第一个考虑螺旋刀原装,这个小弯刀差不多装一丢丢,可以忽略不计的,所以说我们最终再敲定这个小弯刀, 如果有更薄的就不撞了。好了,下面我们就来分析顺序了,你看最终成型是这个形状的,这一刀是最后做,那么没做之前这里展开了,变成这样的了,是不是?我们已经知道这里是最后做了?那我把这一刀展开,那就是这样的,是不是? 那所以折完顺序就出来了,第一刀叉身压死边,第三刀折个九十度,第四刀再折个九十度,最后换这个弯刀。第五刀就是用下磨反装,或者说单微磨。
845折弯二哥 04:44查看AI文稿AI文稿
04:44查看AI文稿AI文稿哈喽,大家好,今天我们实地看一下我们营办的折弯机,然后呢根据屏幕上的配方,我们今天干一个 c t 版的三六的活,就是那个四步靠尺精准把控它的距离。这边先看一个细节哈, 这里面的三六的刀就是这样一个造型刀正常的你要做幺八的,二五的时候一个直刀就够了,如果三六五零的时候就需要这样一把粗削刀,他的刃就相当于这个刃,就相当于他的直排刀和幺五的刃刃口,然后他的 树树上的开槽跟粗削一块开过去了,相当于两把刀。然后 这边呢是用了十八套引线多圈的丝箍,这个配置还是这样的,然后有三套九千瓦的主轴用来给我们起膛, 他们的每一个每一个主刀都对一个对刀移,用于自动换刀,可以看到细节。这边是第二刀,就是精修刀了, 最后一个刀也是个直刀,它是一个台阶刀, 把台阶修好,一对一折弯,后面就开始注胶了。 好,注胶的时候我们重点看一下这里, 这款呢是我们营办的专用的圆弧打胶机,这也是一个做圆弧的核心,你用什么样的泵,用什么样的高温胶管,用什么样的枪, 这些都是很有讲究的,不是普通的就能造的出来的。我们往这边看,这边就是加热管加热,然后折弯让他折就行了。然后重点看一下这个小东西, 因为 pet 板他是用的低温胶,整个的这个温度呢,他容易取那个橘皮,所以这边这个小作用呢,就是做一个小冷却, 一般的细节要做到,否则很难有那么高的这个成品率,还有一个过程,就是它有一个自动贴膜的,就把这个锡纸往上左右一贴,贴住了它。下面这个流程呢就是稳压,看这压轮调整,看这细节 定型,定好型了再往前走, 定型保压,往前走了,这边就回来了,当这个 绝压的这个师傅降下来以后,那边又可以进一块新板了,这块降不下来的时候,那边挡着进不了板,所以不要说三分钟一块板,五分钟一块板,你到这个这个地方了几分钟,那你就几分钟一块板, 最后在这里 最后就是出锅了。 好,我们这个就要让大家看到真实的 看这个 p t 板漂不漂亮,做的正好这干净的跟这个脏一点的做一个反差收工。
 01:30查看AI文稿AI文稿
01:30查看AI文稿AI文稿这个产品十五刀编程关键最后一刀,第十五刀按刀距离五十。 i'm sure it's not i'll develop for food in invent disport as you give it your alexander galloped into twine。
1888新角度钣金技术培训






