粗糙度测量仪ra rz是啥意思

粉丝1439获赞2981
相关视频
 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿今天我们使用一台便携式粗糙度测量椅来测量铝板的表面粗糙度。 首先简单了解一下什么是表面粗糙度,表示粗糙度的符号,我们用大致表示。表面粗糙度的大致越小则表面越光滑。 表面粗糙度的弱值越大,则表面越粗糙。首先把铝板放在水平的大理石工作台,把铝板表面的保护膜撕掉,然后将测量仪放在铝板表面开始测试,过了一会后,仪器会稳定在一个表面粗糙度数值,谢谢观看。
33韩伟铝业 04:36查看AI文稿AI文稿
04:36查看AI文稿AI文稿哈喽,大家好,今天呢,我们来讲一下粗糙度,最近一段时间有几个学员呢,一直来问我粗糙度,今天呢给大家讲一下粗糙度的问题, 像左右两边这个图是不一样的,他要求的粗糙度呢是不一样的,我们来看一下。呃, 左边这张图是要求了一个两个粗糙度,第一个呢是 rz 十,一个是 rz max 二十五,这个粗糙度呢是什么一个要求呢? 指的是啊, rz 是五段的平均值,是波峰波谷走出来的平均的一个。 呃呃,粗糙度大小啊, rz max 呢是指五段中最大的那个波峰波谷的一个差值。 这评价的时候呢,要分两个评价,就是说 rz 选一个值, rz max 是选一个值在呃三丰的,拿三丰的促销度一为例,他会在 iso 幺九九七这个标准里 会,呃,没有是 rz max, 他说是 rz e max, 这个是 呃他的选项。如果你想找到这个阿丽 max, 应该是在德标,在他的 vda 里面会有这个阿丽 max 的一个要求啊, 这个大家呢去注意一下,后期呢,我会单独去做这一套系列课,去讲一下塑造路的一些要求啊,规范标注啊等等。最近呢就是没有时间去做这个事情。而 右边这个是呢是正常的这个标志,大家都知道经常遇到的是二 a 的标志,二 a, 这个是三点二, 呃,然后后面呢,这个有个二点五,什么意思?前面正常我们都是零点八,对不对?零点八的时候默认是零点八的一个取向长度 啊?前面这边也提一下啊,如果说你是啊, rz 十这个等级很细很呃, 怎么说呢,是一个很奇奇葩的一个地方,因为二十刚好是在选取一样长度的时候,一个呃 一个分界线就是二到十是选零点八,十到五十是选择呃二点五的一个曲项长度,所以说这个呢,比较 这个地方随意,你可以选,如果看到二后面二 z max 二十五的时候,尽量选的是二点五这个取量长度,而右边这张呢,就是我说的他后面二点五是指取量长度, 就是你的节气长度,评价的时候呢,他会影响到你的评价结果。呃,以前的工作中遇到过一次这样的问题,就是在 rz 上面 啊,这他要求是啊,十五八到,呃,就是十到二十五, rz 十到二十五啊, z max 二十五,但是当时就没在意这个零点八的选择, 选择零点八以后呢,你会在测到二 z 二十左右的时候永远上不去,永远在二 z 二十左右去徘徊,不会超差。但实际上你如果选到二点五的时候,他已经到 rz 二十八了,就是他深度很深了已经, 这个时候呢,你要注意了,像这个三点二也是同理,在 ia 里面的要求是 一到二,好像是是零点一到二,我不太记得这个标准,零点一到二选的是零点八,二啊, a 二 以上是选的是二点五,再还有一个等级是选的是呃八,这个是一个等级的要取样长度的要求,大家要注意这一块,所以呢拿出来给大家分享,就是避免大家在这个上面呢出现一个失误, 我遇到了问题分享一下。好,今天呢就先讲到这里,谢谢大家。
181非耀不可 03:37查看AI文稿AI文稿
03:37查看AI文稿AI文稿今天我们来讲一下三风 s g 二幺零在测量这个粗糙度的时候啊,关于这个取样长度的一个设置,那 去选取这个取样长度的时候,一定要跟所测量的一个指标啊,它有一个对应的一个关系,那最常见的话是 r a 值的一个测量啊,我们可以看到这个表格的话,左边有五个呃范围,然后右边有对应它的一个取样长度, 并不是说这个取向长度越越长越好啊。呃,他一定是跟左边的这个是一对应的一个关系。如果说弓箭本身比较小的话,可以去选择 呃减小它的一个平定长度,那一般平定长度按照标准的话,它是五倍于这个取样长度的。好,我们可以先看一下 在选择不同的一个取样长度的时候,对实际测量粗糙度值的一个影响。那在山峰 sg 二幺零的这个标准块上面的话,是啊,标注了一个 ra 值三点零三的一个呃指标, 那按照这个表格上的话,他正正确的一个取向长度应该去将它选取为两点五毫米,他才能够去测试出一个正常的结果。 按下这个导航键的话,我们可以看到按这个左键他是快速的去改变 nam 打 c, 那这个 nam 打 c 的话,它是跟这个取样长度是一一对应的一个关系。我们先将它选到最小的零点零八去做一个测试, 右边的话是乘以五,这个就是它的一个平定长度是五段,那就是零点四, 我们看到他跟这个实际的一个指标的话,是有很大的一个偏差的,三点零三跟三点零三有很大的一个偏差,好,我们切换下一个, 下一个的话 number c 是零点二五,好,我们看到它的一个实际测量值是二点八八六,再切换一个,这是零点八, 好,可以看到这个取样长度选取的越长的话,他越接近于我们的一个实际测量的指标, 好,最后是二点五,好,我们可以看到切换到二点五的时候,他跟这个呃标准片他的偏差值就已经很小了。 那如果我们要去测量一个呃更小的一个粗糙度值,比如说零点三,那它的一个实际的一个范围的话,是应该是在这个零点八这个区间, 我们看到实际测试的一个结果的话是零点三零七, 那如果说您这边在测试的时候啊,他测试的最终的粗糙度指标值与你设置的一个血样长度对应不上,那他没有跟 这个这两个之间产生对应关系的话,那您这边就需要重测了,得要按照这么一个流程,得要按照这么一个流程去进行一个呃,尝试,尝试去选择一些其他的一个选项长度。
 04:44查看AI文稿AI文稿
04:44查看AI文稿AI文稿i don't know what to do? 嗯,介绍一下我们这三款表面粗糙度一样,这款型号是 t r 二幺零的, 他的侧头是可拆卸的,也可以选配其他的,我们这个侧头是标准侧头,有曲面的,小孔的,深槽的,这比较常用的几个侧头,然后我们操作一下,先把这个侧头装上,然后呢开机。 br 二幺零,我们测一下这个仪器里面自带的一个标准样块啊,这个标准样块上面有这一转值, ih 一点三五六 m, 然后我们放上去, 卡进去之后啊,我们这个喷雾要放在他那个有有那个车柱的那个点是针对,一定要找好,然后按一下这个键,我们看一下这个, 嗯,这个是参数啊, r a r q r z r t r t 有很多个参数可以选,然后我们退出来, 这是退出,然后测试之前我们要先看一下这个指针有没有对到那个领位,指针就对了,对到领位了, ok, 然后我们按一下这个测量键,开始测量他,在测量的这个过程中,我们手不要去动,不要去碰他,会影 影响这个车辆进步。 ok, 测试完,呃,这是我在没有校准的状态下测的啊,他这个值是一点三五,现在我们测出来二一一点三四四, 已经非常的准了,我们这个小不点后显示是三位的。这个测试啊是比较简单,然后我们按这个键,可以看他这个参数切换,我把这个拿掉, r a r q r z r t r p r v r s 然后按这个上下键, r s m s k 就是每个国家的标准是不一样的吧,我们国内 工厂用的是 ra 比较多,这是国标的。 然后这款仪器啊,嗯,他带了一个蓝牙模块,我们那个仪器内置的一个蓝牙模块,可以通过手机 app 来控制这个游戏。 呃,还有一个就是我们配了有这个测量的软件,通过这个数据线,嗯,实现这个 pc 端进行数据通讯,可以把这个测量的数据找在电脑里面。 嗯,这个标准配置就是主机加上这个标准的传感器,然后一个叫准式块,然后数据线,这个是充电器的头, 然后前面这个带的是一个探头的保护帽,我们可以装在前面,装在这个地方,他是一个保护探头的作用, 然后说明珠保修卡合格证这一套,那么这个型号是我们 t r 幺二零的, 嗯,他是探头跟笔记一体的,一体化的,在这里,然后我们测试,呃,主要是应用于这个比较平的面, 因为他的探头不可拆卸,那对于测量的这个产品的形状是有一定要求的。呃,一个是平面,一个是大的和面,或者说比如说小的一个圆弧的小轴之类的。 昨天有一个小小的一个危险的一个槽,我们可以骑在这个小头上,这样去测试,他的直线性就在于探头不可拆卸。嗯,这个机器的参数啊, 只有 acqt 四个参数,操作呢也比较简单,我们直接放上去按一下这个测量键就可以了。 然后这款是跟我们 tr 二幺零是差不多类似的,他的型号是 tr。 呃,二二零,这款是二幺零, 这个是我们一个经典型号,他没有带这个蓝牙模块,嗯,他的模具也差不多,操作使用也是一样的。呃,这是我们公司主推的三款,这个表面非常入迷, ok。
40时壹001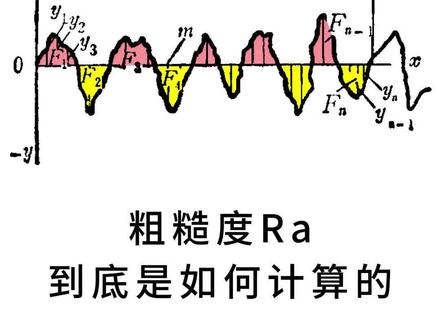 00:15查看AI文稿AI文稿
00:15查看AI文稿AI文稿粗糙度 r a 到底是怎么计算的?这个要仔细看图,有点难理解。 r a 是在一定测量长度按内轮廓上 y e 至 y n 各个点到中线 a 的距离平均算数偏差。我是大卫,关注我带你了解更多钢带知识。
36大魏聊钢卷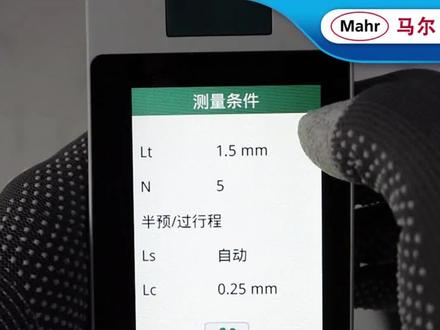 01:35查看AI文稿AI文稿
01:35查看AI文稿AI文稿大家好,今天给大家讲一下马尔 ps 幺零如何设置测量参数和测量条件。一会的话,我们会用这个 ra 一点九七微米的标准片来进行一个测试。第一步设置测量参数, 然后在这一步选择要测量的 r a。 第二步是设置测量条件,在测量条件界面点击设置选项。 测量条件最重要的是扫描长度设置,我们可以根据这张表来进行选择。标准片的 i 值是一点九七微米,因此截止波长的选择为零点八毫米。一般加工表面设置扫描长度 lt 为五个连续的选项长度,这里采用长度数 n 设置为五。 如果在下方设置了预行程和过行程,则再加上一个截止波长,因此总扫描长度 l t 设置为六乘零点 八,等于四点八毫米。关于滤波器的选择,我们可以让 psl 零自动设置 ls, 滤波器选择自动 lc 选择标准 扫描,这里要设置为打开。如果对测量效率有要求的客户,测温速度可以设置为一点零毫米每秒。车头的选择则匹配已安装在 ps 幺零上的车头参数即可。 最后一系列型的选择,如果选择为 c 二则是横向驱动型,这里我们选择第一项即可。设置完毕,我们再来看一下测量结果, 如果您有更多的问题可以在评论区留言。
 03:34查看AI文稿AI文稿
03:34查看AI文稿AI文稿四幺零到底如何测量使用?接下来就给大家带来几种常见的测量情况。针对大型的弓箭,我们可以将驱动部放置在弓箭的上方, 调整驱动部检出器上下的升降旋钮。待侧身接触到弓箭的同时呢,我们观测主机屏幕的左侧指示条,当指示条位置显示为绿色状态,表示放置的位置正好 确认好驱动部和检出器位置。我们进入到条件设置,点击 v 六按键进入到条件栏。 首先根据测量要求,我们可以选择相应的标准曲线和参数, 然后根据弓箭的粗糙度范围选择取样长度, 然后取样数或者叫做取样段数,我们尽量选择五段。 如果取样段数设置的过小,可能我们也无法得到正确的测量结果, 那么为了获得更准确的测量结果呢?那么我们测量的过程中请 避开发生震动的场所。如果我们测量弓箭的位置,他的测量面小于我们四幺零的驱动部尺寸难以支撑我们驱动部的情况下,那么建议您使用这种三风的简易支架来进行辅助测量。那么接下来让我们将驱动部安装在这个简易的支架上。 那么接下来我们看一下进行曲面工匠的测量情况。嗯,作为参数计算的前处理呢,需要进行数据的补证,一般我们也称作这种情况叫去趋势处理。以二面的弓箭为例,在评价设置里面轮廓补偿里,我们选择原轮廓补偿。 然后在屏幕的下方测量条件中,我们关闭自动返回功能, 避免侧身自动退回时造成损伤。 其他的设置和前面的情况一样,设置完毕后,我们开始正确的测量, 最后给大家介绍一下 sg 四幺零的自动化应用情况。 sg 四幺零可以通过背部的二 s 二三二输出接口连接外部控制设备,通过控制命令远程来控制四幺零的测量操作,那么在这里 如果搭配了三丰的自动设定装置,更容易轻松的实现自动化的应用。那讲到这里,相信今天通过我们的介绍,大家对我们的 sg 四幺零的使用有了一个比较全面的了解,嗯。
 01:00查看AI文稿AI文稿
01:00查看AI文稿AI文稿滚筒的塑造度对大概详情的要求一下,为什么日本客户的滚筒比较难做呢?所谓难做呢,也不完全是因为他要求高,而是对塑造度的评价标准不一样。那国内的评价的话一般采用那个 ra 塑造度要求,那日本的话更多的采用 rz, 那 ra 的话简单来说就相当是一个平均数,那我只要不管是波峰有突变的话也好,或者多个本地也好,只要平均数符合要求就可以了。 那阿杰的不一样,阿杰的评价标准啊,他是用最高的波峰跟最低的一个波股的两个叉子的排量的, 那这些也就意味着这非常长的两米三米甚至四米五米的这么长的毁灭中,你这样中间有偶尔也是突发因素啊,产生一些杀的嵌进去啊,多变有一些小的出现,那么用艾瑞的评价的话,你这个 完全就达不到要求。这也是为什么我们感觉就是说日本的客户的粉丝比较难做,虽然他的数据似乎要求也不是那么高。
76福天辊筒厂家 01:05查看AI文稿AI文稿
01:05查看AI文稿AI文稿点位说度就是我们日常测量所说的面。粗糙度通常被定义为两个拨风直或两个拨弧直之间的拨距,一般会有踢转线和对拨风拨弧进行曲张。 国家将一毫米以下的部分包固定为表面粗糙度。粗糙度是在加工过程中形成,并且形成的多种多样,并且粗糙度会对金属的干性能产生影响。依照机器人线多次取样长度并进行评价。通常使用阿 a 和阿 max 参数,使用金刚石、侧针等仪器划过弓箭表面来获得准确数值, 也可以使用粗糙度样块进行简单的比对。三方的测量仪器一般分为生产线用和测量使用两类,下面我们看一下生产线怎样进行粗糙度测量, 今天就分享到这里,点击关注我永远不迷路!







猜你喜欢
- 529蓝天