薄壁件加工内孔如何保证不变形

粉丝1.5万获赞3.3万
相关视频
 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿哈喽,大家好,我是陈哥,我又来,今天又来录视频,今天干一个非常非常薄的一个薄皮片啊, 为了解决这个百合配件难加工的问题,我想了一个办法, 就是做一个这样的圈啊,这个圈呢是抽了这么大,然后一刀切下来的,然后拿去 热处理以后呢,现在变形严重啊,而且如果说你要二次新加工的话,像这种东西完全就是没办法熟,一夹就变形 啊,一夹就没有用了,已经热处理的时候就已经变形了,现在我为了加工这个东西,少了这么大一块料啊, 把它车空了,然后做一个一个做一个全包型的一个台阶啊家具,不然的话 这个是没办法吃的啊,然后吃完了以后,然后拿去线割破一边,留两个毫米线去,然后把这个东西放进去,然后再来加工,这种产品就是完全没有问题的啊。 好,那么今天的视频就到这里,你们有什么好方法,我们请评论下方留言 讨论,我们下期再见,路过的朋友一定要记得帮小陈点个赞,支持一下,持续分享机械那些小技巧,拜拜,请点赞关注评论哦!
 02:30查看AI文稿AI文稿
02:30查看AI文稿AI文稿大家好,我是阿华,今天啊加了一个这个小铝件 啊,不要看这个东西,剪了折机都折了我两个小时啊,同时在这里,他这个跟件比较长,然后呢?单边才零点五毫米刻, 幸亏这个泪痕啊,他这个跟差放的是比较大的,是正负,正负两,正负两条半啊,这样的话推内痕是没什么压力的啊。外面呢,他没有标奔跑的 啊,他这根筋太长了啊,碳素稍微打高了就有点增高了啊,我这个金车万元是八百转, 越是小的东西啊,越难越难做,进车之前一定把里面的渣吹干净, 一般的话新车出来的内涵,他那个尺寸不准的 啊,我新车也才打九百仗啊。 啊,可能是因为这个弓箭太薄的缘故啊,我这个锥子有八个丝了,平时我们做钢筋的话就是半个丝左右。 这个东西看起来简单,但实际做起来还是有点难做的啊。切完以后, 切完以后用切刀也不要,不要把它切的掉下来了,一掉下来的话他就会呃砸伤,所以说是不能让他掉下来的,留一点点用手把它掰下来就可以了。 用手把它扳下来,然后用刮刀把模式刮一下, 今天视频就到这里。
58数控哥阿华 01:49查看AI文稿AI文稿
01:49查看AI文稿AI文稿大家好,今天做几个薄圈,这个是进口三零四的材料,为了达到客户的要求,材料不能用无缝钢管,车窗上面这个也是实心料做出来的, 为了防止这个产品割下来变形,今天我就给大家看一下,我是用什么方法防止这个产品变形的。首先产品内孔和外扬,出车号留零点五的余量,然后割刀切进去,剩单边零点五毫米,不要割断就行了。 目前我这件产品是内孔和外援都进车。好的,现在我把它割下来就行了, 割下来的时候怕内孔发震,里面我塞了一点抹布,这样割下去就不会发震了。 这段三零四材料是一做二的,公司为了节省材料,下料的时候都是分好的,一段料做两个,本来是一段料做一个的,这样的算下来料头太多了, 关键是料太长了,我们这里不好加工,如果是大的机床还好一点,这个材料能塞的进去,像这种六幺四零的卡盘,鼻孔太小了,只能三爪夹住十个毫米来进车。 大家看一下,这是刚割下来的一件产品,单边三点五毫米,现在还不知道增援度好不好,等一下去测量一下, 大家看一下,现在内孔测量出来正三思正元度也还可以。 大家觉得我这个办法怎么样呢?评论区留言告诉我。好了,今天的视频就给大家分享到这吧,再见!
1680机械之天地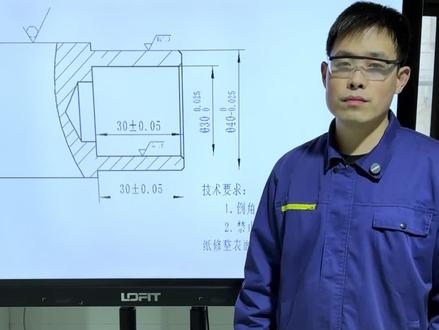 11:32查看AI文稿AI文稿
11:32查看AI文稿AI文稿今天我们来加工内孔,我们看一下这个图啊,还有一个内孔,一个外圆,那工艺怎么来做呢?我们先出车外圆,再钻孔,再出车内孔,精车的时候呢,先精车内孔长度,然后是内孔,再精车外圆的长度, 这个是外圆,最后倒角,下面我们来加工一下, 先出加工外轮廓,转速选用五百,转进底量选用零点三三,刀具前进方向调零,然后利用小滑板和中滑板让刀尖在断面上碰一下对外圆。 我们是从四十五车到四十,先进两毫米, 改机动为手动啊,到三十停下来退出,现在是四十三,四十三,我们留零点五毫米,余量呢,就是近二点五毫米。 快到的时候呢,改机动为手动,然后推出来,下面打中心孔。 钻孔的时候呢,最好是打中心孔啊,一千钻,一千二百五十钻,因为我们中心钻的直径比较小啊,所以说转速要高一点, 转的时候一定要慢,别把钻头打断了啊,转到三分之二处就行。好,可以,这我们上次磨的钻头啊,我们来试一下上期视频磨的钻头转速呢,选用五百钻加切割液,钻孔 等。前面的这个锥形部分呢,全部墨镜公念从最大尺寸开始进行计算。好,现在在这里啊,基本上就是他的最大尺寸开始计算长度,我们尾座,我们尾座手柄呢,一圈 是五毫米,我们要转三十,长度要进多少?要进六圈,一圈五毫米吗?五六三十, 从这里开始计算。一二,大家看一下是不是两刃切削,两边出铁屑就是两刃切削啊,二 三四五六啊,现在还到这个位置结束,这就是六圈,我再复一下啊,复一下啊,在这个位置一二三四五六啊,六多一点可以没有问题。退出来 装内孔刀,内孔刀在装夹的时候要注意啊,刀头的伸出长度啊,是我们所需加工长度,再加五毫米就可以了啊, 三十五大概在三十五,然后夹紧, 把进底量改成零点一六啊, 内孔进击量不宜太高啊,先进行对刀啊,内孔刀的对刀和外圆一样,前进方向调零,大托板 停下来,然后在端面碰一下,利用中滑板和小滑板让刀尖在端面碰一下,然后内孔对刀 先进两毫米,然后这个时候呢,我们要注意大滑板刻度,还要注意切削的情况,两边都要注意一下,快到的时候呢,改机动为手动车到三十,退出来测量一下。我们要车到三十的内孔啊, 来测量一下,测量的时候要注意啊,用右手握腹尺,左手拉主尺啊,用上面两个测量爪去测量现在是多少,现在是二十一,差零点五毫米,我们就按二十一算,我们要测到三十,还差九毫米啊,差九毫米,先进四 毫米, 今天是二十八,再进两格, 现在 就出车完了啊,今天内孔和外圆都出车完了,我们下面开始精车,精车转速选用一千二百五十,转进几辆呢?选用零点零八啊,先精车内孔的孔底,把它摇进去,摇到三十的位置停下来,然后小滑板进进零点五毫米, 然后去勾端面啊,现在就好了,然后再经车端面啊, 这个时候我们经车端面的时候呢啊,我们利用端面来控制内孔的长度,现在内孔是三十点五的,是大于三十的,那我们利用平端面的方式来控制他内孔长度啊,这样我们好控制啊, 我们可以用内孔刀控制,也可以用外圆刀控制。我们这次呢尝试用内孔刀控制啊,到零啊,大老板走到零停下来,然后小滑板往回退, 好碰到向前走,零点一毫米勾一下, 好测量一下孔的深度啊,现在是三十点二一,三十点二大了零点二毫米啊,零点二毫米是四格,走四格的,再用内孔刀勾一下 啊,现在它的长度就对了,扣的完还是零啊。现在我们经测内孔啊,长度已经经测完了啊,现在经测内孔 先进一格, 这个时候要注意大拖拉板,不要走多了,走到三十停下来,改机动为手动走到三十,嘿, 二十八十不到三十十,二十八十走三十三格。 好 大一师啊,大一师要求是大两师半,最大的大两师半现在是对的啊,先内孔倒角, 把内孔刀抽出来就可以,然后装一个倒角刀,转速五百转。 现在是精车外圆长度走个零点一毫米 啊, 七六七六差二十四,二十四,零点二四,零点二四,就是五格啊,五到五格不到啊, 再量一下,应该刚才没有量准啊,现在是三十点零三啊,还是在我们尺寸范围内啊,下面精车外缘先进一格,零点一毫米 二十五,师大零点二五啊,零点二五两个半,两个半,再多一点 啊,负三个命啊。好,我们倒角 啊,现在就做完了,我们来量一下, 我们先量一下外缘小一师 内孔啊,正七个没有长度 啊,正三十。内孔,内孔长度啊?内孔长度小两十啊?对的啊。
740鹏飞车工小课堂 03:01查看AI文稿AI文稿
03:01查看AI文稿AI文稿大家好,我是哈尼兄弟,今天干这个薄皮工件, 我这边车了个小台阶,加上把外沿内孔的长度一下留够,反过来大家看我怎样做的,这个壁后只有十一个毫米,我估计可能一下就扁了,我做了一个胎具,等一下让大家看看。 这个活加工费很贵的,这个料是特种材料,车不动,这么慢的转速还车不动,哇哇叫, 贵是又贵的道理,最起码是不好加工啊。这个现在雨量还是比较大的, 毕后车号十一个毫米单边咱们现在继续进行, 现在开始进车了,我留了一个多毫米内孔,已经进车好了, 这个进车的时候会震刀,所以刀尖一定要锋利。 罗比环做好了,现在不是最难的,最难的是掉面,还要做个胎具,不然的话没法夹呀。大家看一下,我现在把这个内孔的胎具做好了, 砸进去了,十四的间隙也好往下取,现在这样在家的话就不会变形了,保保证他的圆度。咱们现在上机床上面干, 现在开始定总长了,切断面也不敢大,持刀这个活撤好之后反过来找证,内孔称上胎去的话还有十五次的果园, 这样已经很不错了。 我的胎记 打表的话找证。史莱斯多少有一点点椭圆,史莱斯我这边已经做好一个了,我带大家看一下。 好了朋友们,这个波比环今天就给大家拍到这里,我们下期再见。
127哈牛兄弟 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿铝制薄壁件加工内孔端面不想夹齿变形,如何选择家具?可以选择这款全包式磨片卡盘,因为弓箭有角度位置要求,所以特别在卡盘上做了角向定位设计, 可准确定位弓箭,防止加工时打滑。相比常见的六瓣或更少爪数,八瓣爪提供了更多的夹齿接触点,将夹紧力更均匀的分布在整个圆面上,再通过磨片的弹性变形机制来使卡爪夹持,确保了每一个卡爪施加的压力完全一致。 弓箭如同被一个高精度的弹性环均匀抱住,从根本上避免了夹紧力过高导致的弓箭变形,这也是加工后弓箭尺寸稳定性的根本保证。
23六欣卡盘工装夹具 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿这种没办法直接夹持的薄壁件,在加工内孔的同时要求保证同心度。怎么选择家具呢? 我们给客户定制了这款四爪转角下压卡盘,弓箭放入后有四个定位销,正好顶住弓箭四个凸起的地方。卡盘中间也设置了定位孔, 可以定位弓箭的中心孔。卡爪能绕自身轴线旋转一定角度垂直向下压紧弓箭的四个突出部位,这样可以分散夹紧力,最大限度地减少弓箭变形。一次装甲可以完成弓箭内孔的加工,而且保证加工出来的同心度不变。
118六欣卡盘工装夹具













猜你喜欢
- 1140农机小魏
最新视频
- 6082央视财经