g71车半球编程教程

粉丝18.6万获赞67.7万
相关视频
 07:07查看AI文稿AI文稿
07:07查看AI文稿AI文稿今天来看一下这个,这个图应该怎么测?我前一段时间讲说记七幺的时候,我又画了一个图,很多的网友在问,能不能说再讲一下这个图应该怎么测的? 我们先给他复给他尺寸,然后这个是块八十,这个是块六十,然后这个球是 s 二三十, 就是他是三十的,那么他这个地方就肯定是一个半球形的,半球形的话这个地方三十, s 二三十,这里三十的话,那肯定是过圆心,这个地方就是圆心,然后这个图应该怎么做?假设这个地方是十是十啊, 这个地方是十,总长是四十,那么这个图应该怎么做呢?我们肯定如果他是一个爆料来撤,我们肯定是用机器要一定要用机器,要循环来撤,你要禁令记忆也可以, 也可以。车不是不可以车,但是机器要更加的方便,机灵机,如果你大批量的话,用机灵机找到坐标也可以,但是我们如果车单件或者一两件,你找坐标很麻烦,一定要用机器,要循环来车。关于这个 弓箭用机器要循环来测的话,首先我们要知道这坐标是多少,肯定要从 s 零点这个地方,假设是 s 零点零, z 零点零,那么车到这个点的坐标是多少呢?这个点的坐标你看 z 负三十点零 x 六十点零,是不是 s 六十点零,这他他的坐标,那么他的二就是三十二三十, 那么这个羽绒服是用记二还是记三呢?我们首先去判断,假设你的是是全市高价的话,你看全市高价 是这样,我们就手里面来比划了,然后车身的弓箭肯定是这样来抽吧,刀肯定是这样来动吗?这样动的话是顺时针,不是顺时针,那么就是 g 零三,如果后置刀架的话,你看还逆时针,逆时针也是 g 零三,反正你就用 g 零三就可以了,我就教你如果是前置刀架你怎么去 辨别,那么是顺时针的话就记三,逆时针就记二,这样子我们手比划一下,哎,发现顺时针就系零三,那么套用机器要的话,这个图,这个图套用机器要应该怎么车呢?假设 t 幺零幺 m 三 s 八百转, g 零 x 八一点零, z 三点零啊,然后直接就开始 g 七了, g 七幺 u 一点零 二零点五, g 七幺 p 一 q 二,大家不一定说一定要用 p 一 q 二, p 三 q 四也可以,然后 u 零点五, w 零点零五,然后 f 零点二,然后按一 一 g 零 x 零点零, g 一 z 零点零,我这是在没有加入刀尖半径补偿的情况下,我们等一下看一下加刀尖半径补偿怎么做。然后 g 零三 x 六十点零, z 负三十点零二二三十啊,下一步你肯定要加记一,不加一,记一,会报警的记一 x 八十点零,然后 z 负的四十一点零, f 四一点零,这个时候呢就可以就抽完了,然后 n 二记一又二点零,就可以直接退刀了,然后 g 零 z 一百点零,然后下次我们可以换一把刀,然后 t 二零二 m 三 s 一千转,然后 g 零 s 八一点零, z 三点零, g 七零 p 一 q 二 g 零 z 一百点零 m 三零,这个程序就就编好了,其实这个程序很简单,就一个记三,然后再加个记忆就可以了, 倒角的话,你可以自己去去加上去。那么如果加刀尖半径补偿的话,应该怎么加呢?假设我们二号刀是进车刀,呃,这个是外进哈,一定要用祭司二,祭司二确定了,假设刀尖是零点, 是的,那么就是二零点四,内径是二,外径是三,那么 t 甲抢刀尖到位号就是三,你这些输进去了, g 四二应该加在哪里呢?这样地方这三点零,你要注意,定位的时候一定要高一点啊,你定位到五点零就可以,但是你不能太低了, 我们假设是三点零就可以了。三点零 g 四二加在哪里呢?这个 g 四二 g 一 对零点零,然后你然后你记四零加在哪里吗?记四零加在这里就可以了,记四零,然后就可以了,这个没什么问题,这个很简单,记四零,但是你 加上刀尖半径补偿之后,你这个地方一一般要留大一点,有一点零,因为呢?因为什么呢?出车的时候不 支持,不支持刀剑半句补偿,只有今天的时候才支持刀剑半句补偿,你在不支持的情况下,可能他余量太小,过期也说不定, 说不定,所以说你尽量的留稍微大那么一点点吧,我是经常是这样的啊。关于祭司啊,刀剑半径补偿也很简单,就是一个二,一个 t, 那就是二万径,是咱斩响断剑刀的话,然后加个祭司啊, 其实啊,加个 g 四零,其实你前面呢? g 九九, g 四零也要加上去啊,有的朋友说啊,你加什么 g 四零啊,什么没用, 那个书上面全部都是这样,你计时零加在前面就没有啥问题,就比较保险,计时零加上去,然后这边计时二加上去,后面再给你们计时零,这样的话 就比较保险。不是说吉斯林一定要跟吉林记忆,你在前缀加上吉斯林也是一样可以的。这关 这个这个图呢,很简单啊。像这种呃球形的话就比较简单,你要求高就加加倒进半径补偿,要求不高就算了。好了,今天视频就到这里了,谢谢大家,拜拜。
1525福州阿牛 01:13查看AI文稿AI文稿
01:13查看AI文稿AI文稿大家好,今天给大家分享一个车半圆球的程序啊,首先看到程序的右边,在这里啊, 我们用的是机器腰,配合我们的机灵三程序来进行加工,这里机器腰的第一行 ur 零点五表示单边持刀两个毫米, r 零点五表示退刀量为零点五毫米。 g 七幺的第二行 p e q 二对应的 n 一和 n 二表示我们新车程序段的开始与结束。 q 零点一、 w 零点一分别对应 x 方向的预留量和 g 方向的一个预留量, f 零点二五表示禁给量。在这里我们只需要注意一个地方啊,就是这里的七零二在手机仿真软件中跟我们的实际加工是相反的,也就是说我们实际编程的时候把这里的七零二改为七零三就可以了啊,这里也是 给大家准备了一些学习资料,有需要的朋友可以在那个评论区啊敲三个九老师会逐一的发给你们。接下来我们来看一段啊加工完整的加工视频。
1021三玖教育-UG数控编程培训 04:23查看AI文稿AI文稿
04:23查看AI文稿AI文稿一下咱们 g 七幺一型二型的区别,这个一型二型才适用于咱们 g 七幺和 g 七二啊,这个理论上啊,给咱们介绍一下,一型一型就是咱们平常用的这个循环指令,他是在一个封闭区间内啊,只能实行单一的递减或者是递增切削走道啊,这个怎么理解呢?比如咱们车这个外圆, 嗯,这是一个棒料,是吧?这是一个棒料的话,咱们把这个棒料要加工咱们想要的这个图形的话,咱们这个刀给他定位在这个棒料的最大处,外腰最大处,然后 z 啊,在 z 二或者是 z 一,是吧?在这走到刀尖,在这给他吃出这样,他是递减,是一个在这个封闭封闭的区间内啊,实行递减 啊,一直是递减的方式,给他走,从大走到小啊,走内孔的话,这个是递增,那么咱们这个刀是不是就是在这个中啊,在最小处,然后给他越走越大,越走越大,越走,就是在这个风 的区间内,给他越走越大,然后走到这边就是最大,这就是咱们一型的用法。那么这个二型啊,就是在一个封闭区间内,同时可递增递减啊,切削走刀,他是在一个封闭内啊,同时可以实行递增递减。 嗯,下面这三个图啊,给大家介绍一下啊,像咱们这个外援给他车一个槽梯形槽,或者是在一个端面给他走一个梯形槽啊,这个可以用咱们这个 g 七幺二型, 这个可以用咱们这个 g 七二二型啊,像在像咱们加工这个啊,有一个欧元壶和凸元壶同时存在的话,咱们 g 消一型是不行的啊,只能用咱们这个 g 消二型, 咱们以这个头围,咱们讲一下这个,嗯,这个为什么他可以实行咱们这个递减或是或递增同时走刀呢?哈,比如咱们这个刀给他定到这里,他走这个顺源 的话,大家看一下是不是相当于递减啊?从最大处走到最小处,然后走这个逆啊?逆缘户的话啊,是不是他相当于就是咱们递增一项啊?递增一样从小走到大,就是让理解他,可以这样给他啊,走这个轮廓啊,那么大家说啊,这个可以用咱们 g 七三给他走 g 七三 啊,那其实这个道理是不一样的,咱们 gc 三是走轮廓的啊,仿型,仿型走刀啊,这个他不是仿型走刀,他直接可以把这个轮廓给他挖出来啊,咱们在车床上给大家演示一下啊,啊,包括这个编程是怎么样编程的?大家看一下, 大家看一下这是一个 g 七幺二星,二星和一星的区别就是在后面加一个两轴联动啊, w 零点零,这是 g 七幺二星,有一个有这个 w 零点零,他就是一个二星。大家看一下这个头型他是怎么走的? 这是一个外援的这个圆弧圆弧槽,他直接用咱们 g 七幺二型就给他加工出来,嗯,一型他加工不出来,这个槽子下来再看另外一种还是用 g 七幺二型 给他把这个 g 零二改成 g 零三,咱们看一下这个走道路线, 大家看一下这个走道路线啊,他可以走咱们这个外援员 壶,然后用咱们这敲二层,可以给他加工出来,还是两轴联动啊?加个 w 零点零,就是这样给他吃一个外圆壶。 好,这个退刀没有退好,这样退刀的话咱们工件会很过切,把这个退刀给他改一下就可以 推到给他加大,加到七十五点五啊就可以。好,这样就行,咱们拿一个邦料,大家看一下,试着撤销一下, 在这个外摇上面给他拆一个凹圆弧或者是凸圆弧啊,就直接可以用咱们这个 g 七二二星或者是 g 七二, g 七二二星给他直接用一把刀给他加工出来,只需要二星就可以, 咱们就像这个上面给他拆这个,嗯,兔圆弧用咱们 j 七幺二型就可以,也非常方便。好了,今天就到这里。
1409数控车床编程教学 03:33查看AI文稿AI文稿
03:33查看AI文稿AI文稿大家好,今天还是给大家讲一个 gt 二型的实力,大家先看一下这个零件草图,外圆是五十的,然后这里有一个啊三十的圆弧, 这里底径是四十,这个距离是五,然后我们用啊三的圆弧刀来加工,当我们的圆弧刀从这里走到这里的时候,考虑到刀尖圆弧半径这个点的定位,我们需要计算出来, 那么为了计算出准确的数值,现在比较方便的是用软件来计算,即方便又准确,提高效率。我们先看一下这个计算软件,这种软件很多,进入软件我们先点一下这个切点计算,然后 打到这个和我们图纸相似的图点进去,然后这个外径是五十,半径是三十,底径是四十,这个长度一十五,下面这个没有不填,然后这个刀尖半径是三, 选择考虑刀尖半径点计算,下面就是计算出的加工点位的数值,这个点就是 z, 就是负的八点九三一,这个点 z 就是负的四十点二三六, 半径就是按二十七,因为我们是按三圆弧,刀七圆弧是按刀尖圆弧中心算,就是二十七的圆弧,现在开始变成 m 零三,主轴正转 s 五百转 g 九九,没转进给 下一行 t 零幺零幺 m 零八,下一行 g 零,定位 x 五十一, z 二,下一行开始 g 七十一,然后又一单边持刀量啊零点五,每次退刀量, 下一行 j 七幺 p 一 q 二,开始结束段号,然后 u 零点二 x 方向经车余量,然后 w 零这里接方向经车余量,这里不要留余量,留余量会过期。 f 给个零点一 下,一行开始轮廓加工, n 一 g 零 x 五十, y g 五十,然后 w 零,这个必须要有上节,我们讲过这是 g 七二型和一型的区别, 这行就是 g 七十一的循环起点下一行二三的圆弧刀从这里走到这里,那这个点的数值刚才我们用软件计算出来了,就是 z 负的八点九, 下一行开始这个圆弧 g 零二 x 五十, z 负的四十点二, r 二七 f 给个零点一,然后结束段号 a 二 u e x 方向退一毫米 f 零点幺, 然后下面可以加个精加工 g 七零 p e q 二,最后 g 零 z 一百五十退到 m 三十,程序结束。好,大家可以看一下这个程序, 今天就讲到这里,感兴趣的朋友请点击关注、点赞加收藏,谢谢大家!
1515铭军视觉文化 03:35查看AI文稿AI文稿
03:35查看AI文稿AI文稿g 七十一小葫芦编程 续的话是用了机器一的一个二型程序啊,编的一个程序啊,这边我把他那个尺寸给大家调出来看一下, 那么他的一个尺寸的话就是这样子的哈,比如说他这里的话,他有分了四个圆弧,对吧?这里是一段,然后这里是一段,这里是一段,然后这里是一段一二三四啊,那么这四段圆弧呢?对应的一个呃编程,那就是这里啊,给大家画一条线看一下啊, 这段盐湖啊,这一段小的盐湖对应的是这个啊七零三,然后这一段啊这一段凹盐湖对应的是这个七零二,然后这一段盐湖啊对应的就是这个这个七零三,然后最后面这一段盐湖啊,对应的是这一个, 对吧?这个程序也特别的简单嘛啊,我们刚开始他的一个材料的话,是一个三十五针的一个材料的,我们就给他换一把一号刀,然后给一个酒楼转速,然后给一个进给当啊七九九,然后就是走到速度的一个这里的单位,对吧?然后就是一个机定位的 定位,他这里我定的是一个三十五点五,然后比他这个啊直径大一点啊,比他这个材料直径大一点,然后约一个毫米的距离,对吧?然后这里他就是一个机器一的一个行程程序, 那么他调用的一个程序段呢,就从这个 n 一啊 n 一到这个 n 二这一段了,对吧? n 一到 n 二这一段,他 n 一。我们首先 这里由于他是一个 g c 一的一个二型,所以说这里的话,这里的话 w 啊,这里是加了一个 w 零,看到没有?这里啊,也是一个快速定位,定位以后他让他 g 一的形式,然后车到零位啊,然后从这个位置,从这个位置开始啊,从这个位置走到一零的位, 是以后就开始加工这个盐湖了吗?对啊,那么这个盐湖地段盐湖的话就是一个机灵山,然后他的一个呃,终点坐标吗?终点坐标,他那时的话是四点一三吗?对吧?四点一四点一三,那这个四点一三 啊,四点四点一三的话就是他的一个直径嘛,对吧?他的直径他就是这个啊,这个小圆的一个直径,他就是四点四点一四啊,这里啊,少了一个丝啊,他就是这里应该四点一四啊, 然后他的一个长度呢?就是。呃,负的六点六四吗?对吧?六点六四,就就就是这个,然后他的一个啊角的话就是啊,三点六四啊,三点六四,就是这个吗? 啊,同样的话第二段盐湖也是哈,第二段盐湖同样也是,你看这经营二啊,他就这里,由于是他是凹下去的,所以说他是一个精灵七零二的志愿者的一个盐湖嘛。啊,七零二,然后加他的中年坐标 啊,终点坐标是 s 的十七点六八啊,十七点六八,就是他这个直径啊,啊,这个直径十七点六八,然后他的长度的话是一个负的二十三点零二吗?对于这一段吗?负的二十三点零二吗?啊,同样的对应的下面这个呢,也是一样的哈, 那么走完以后他这里,我们他走到这个人物走到这个点哈,走到这个点以后,我们再给他加了一个 w 的负的三点五,让他往这边再车个三点五,对吧?车完三点五,车完三点五以后的话,然后再啊退出,再退出到这个啊,三十五这样子的一个直径的一个啊, 上面来,对吧?然后再加一个机器灵啊,精加工啊,就这样子的整个程序就结束了,对吧?好,接下来我们看一下在那个反转软件上面他是怎么起来走了这个道路啊?看一下他的一个反转路径是怎么起的。
761自学智造 02:41查看AI文稿AI文稿
02:41查看AI文稿AI文稿大家好,今天给大家讲一下 g 七一二型配合圆弧刀加工外援槽的编程方法。很多粗车循环是不支持刀尖半径补偿的,所以我们可以把补偿的数值直接在程序当中带入来进行准确的加工。我们看看这个零件草图 是二十五的圆弧,起点在 z 二五,中点在 z 五五,这里大近五十,小近二十,我们采用二二的刀来进行加工。 我们来看一下这个程序。首先 t 零幺零幺, m 零三, s 六百 g 九九,下一行 g 零零,定位 x 五十一, zf 到二十九。那么为什么 z 定位在了 zf 二十九呢?因为我们考虑到了一个刀具的宽度,所以定位加了四个毫米,所以是 zf 二十九。然后下面 g 七一 u 零点八是指 x 每次的持刀量,单边零点八二一就是每次退刀一毫米, 下一行 g 七幺 p 一 q 二就是我们经车段开始和结束段号, u 零点五就是我们的 x 方向经车流的余量 f 一点五进行速度, 然后下面按一 g 零一 x 四六, w 零这边我们是直行二型的道路,所以加了一个 w 零。那么我们为什么定位在了 x 四六呢?我们切入弓箭半个刀 宽,这样子让刀具的圆心和图纸的这个产品圆心在同一位置,这样加工出来的半圆才是比较准确的。然后下面 g 零二 x 四六, z 五五,走到终点 二十三,那为什么是二十三呢?我们在加工凹原弧的时候,我们的这个实际编程的二半径应该减去刀尖的半径,刀是二二的,所以就是十五减二变成了二十三。 下面 j 七时 p 一 q 二来进行京车,京车我们给了 s 一千转,然后它直行的也是我们京车后面的 f 零点二最后退道程序结束,大家可以看一下程序, 今天就到这里,感兴趣的朋友请点击关注、点赞加收藏,谢谢大家!
2054铭军视觉文化 03:01查看AI文稿AI文稿
03:01查看AI文稿AI文稿大家好,今天给大家介绍一下用 g 七一二型加工这个小葫芦零件,大家先看一下零件的具体参数,零件大体由四个弧度组成,每个弧度都有数值, 还有每段的高度和直径也都标注好了,有了这些参数我们就可以编成了,首先材料直径是三十五毫米, 现在开始编程,第一行 t 零一零一, m 零三 s 八百 j 九九 下银行定位,材料直径三十五,我们定位 g 零零 x 三十五点五 z 一,这里比材料大一点, 离端面一毫米,下一行开始 j 七十一, j 七一 u 零点八啊零点四,这里是单边吃刀量 u 零点八和退刀量啊,零点四, 下一行 g 七幺 p 一 q 二,开始结束程序断号 u 零点二, w 零精车余量, 下一行开始程序段走轮廓 n e g 零 x 零 w 零,这里也是定位 w 零,就是表示 g 七一二型,下面 g 零一 z 零 f 零点一五, 这里 g 一车到零位,然后开始走第一段圆弧,下一行 g 零三 x 四点一 四, z 负六点六四啊三点六四,就是走这个圆弧到这里,下一行 g 零二 x 十七点六八, c 负到二十三点零二 r 二十点二,就是走这个圆弧 到这里,然后下一行 g 零三 x 十九点三二 z f 的三十四点九二 r 七点一二,从这走到这里, 走出这个圆弧,下一行 g 零三 x 二十三点零八, z 负到五十点九八啊八点五二, 然后下一行 g 零一 w 三点五多车一点,下面退到 a 二 a, 这是三十五点五,下面加下个 g 七零轻加工 p e q 二 f 零点幺,然后退刀程序就结束了,大家可以看一下程序。 好,这节就讲到这里,感兴趣的朋友请点关注、点赞加收藏,谢谢大家!
1407铭军视觉文化 04:45查看AI文稿AI文稿
04:45查看AI文稿AI文稿各位同行大家好,这个视频来跟大家讲一下,像这样子的一个 u 型潮啊,怎么样子来编程加工,然后像这个 u 型潮的话编了一个程序在这里哈,用的是一个机器一的二型开出,然后加一个机器零的一个精加工, 那么用的刀具的话是一个啊,一点五这样子的一个圆头刀啊,圆头刀。我们先来看一下这个程序啊,在那个机床上的一个走刀是怎么样子的,把这个反针软件调出来给大家模拟看一下。 好,这里我们点击这个情况启动,他现在呢就是一个开出,对吧?然后是开出完以后的一个呃,第一刀,然后这个的话就是一个机器人的一个金加工的 啊,那么他加工出来到我通过测量肯定是没有问题的哈。好,我们这里到切换回来这个界面,看一下他是怎么样子来编程的。这里套我们啊采用的是 一个呃啊,一点五针子的一个呃,圆头刀吗?那么他对刀的一个点啊,是用他的一个刀的一个中心点来对刀的,也就说他是这样子的一个啊,这样子一个圆吗?对吧?他这个刀立的直径啊,是啊,他的是阿迪尼姆啊,那直径他就是三了,往对刀的时候对这个啊, 啊,对这个中心点,比如说我的刀在这里啊,比如说我拿这个端面对那我的一个刀立一个圆点,应该是这样子的啊,拿这样子来,对啊对对这个圆点,对吧?是这样子来对刀的,那么这样子对刀的话,他就产生了一个问题,就是 就是我们这个阿巴,对吧?阿巴那也相当于我们这个啊,实际的一个走到了道路了,就是这个虚线这部分了,对吧?那这虚虚线这部分的一个圆弧它就变小了,对不对?变小,那么这个圆弧它就变成了这个啊八啊,用这个八减去这个 啊,刀具的一个半径嘛,对吧?半径他就是减去这个一点五,那么他就比如说他实际走走刀的路线的话,就是一个啊啊六点五这样子的一个呃半径嘛,对吧?这样子的一个圆弧嘛, 那么他的一个起点啊,那么他的一个起点位置,他也会发生了一个呃半径的一个偏差,对吧?这里是四个毫米,所以说他起点呢,就是一个啊,四个毫米要加啊,一点五个毫米变成了一个五点五,对不对?那么他这边啊,走到这边的一个终点距离下也是一样的 啊,这边中间距离啊,就是一个啊,十六加四啊,十六加四,然后再减去他的一个半径吗?对吧?减去他半径他就是一个十八点五啊,所以说他编程啊,编程下来的一个程序啊,就是这样子的啊,大家可以对着来看一下啊, 比如说你刚开始啊,刚开始让他定位的时候,你就定,因为你这里是拿的中间点作为他的一个对刀, 所以说你这里定位的话,你要加上他的一个呃,加上他的一个半径值哈,比如说你这里是四十四十,你加上他的一个半径值,让他是一个呃一点五,一点五变成一个直径,那也是说你起码要给他定到这个四十三吗? 这里那定的定的是一个四十三点五吗?对吧?你要说你要加上他的那那个啊刀具的一个半径吗?对吧?但是你实际上的一个这个直径的半径呢?换上过来他就是一个直径吗?所以这里定位他定的是一个四十三点五吗?啊?然后接的一个负的五点五,是这个吗?对吧?定到这里来,然后接着是一个机器,对吧? 啊?机器一,是啊,一刀给他吃啊,一个毫米,然后退刀是零点五,然后这个走刀速度啊,是 f 啊,是零点二啊,零点二一刀开出,对不对?然后接下来呢就是一个机灵的一个定位的啊,对吧?这里用的是个机器一的二型, 说要这里的话我们给的也是 w 零啊,这个 n 一这一段他给的也是一个 w 零嘛,对吧?对方向他用这个相对作标的表示,给他给他是 w 零这样子的表示吗? 然后接的话就就是他是从这个呃四十,然后接着就走到四十啊,四十三这个位置的,四十三这个位置我们用七一啊, 用期让他走到四十,对吧?走到四十的位置他也是说他的刀从这个四十三啊,大概从这个点,然后走到这个四十这个点啊,走到四十这个点以后他就开始 啊,用这个饥饿啊饥饿,他加工这个熬盐壶啊,喜欢这个熬盐壶啊,对不对啊?这里还是一个啊,六点五啊,啊六点五,是这个啊六点五啊,对吧?这负责十八点五啊,是这里啊,这个负责十八点五,对吧?这直径四十的话就是他这个四十了,对不对?然后这里他啊加工完后就是一个呃 二啊零二这行吗?对啊,零二这行就是七七一调用了这个 p e 啊 q 二就是这一段吗?对吧?然后我们啊这里再加一个让他一个记忆的一个退刀,让他退到四十三的位置啊,切到这个位置以后再往上再走一点点,走一点点,好吧? 啊?然后接着就是一个机器零的一个调用这个金加工的这一段来,对吧?调用这个 n 一到零二啊,所以说就 p 一 q 二, 然后再加一个退刀,然后加再加一个那个绝世结束程序的一个加工啊,整个程序的就是这样子的啊,大家可以对着来看一下就可以了。好的,还没关注的话,同行的可以点一下关注哈。
4933自学智造 00:32查看AI文稿AI文稿
00:32查看AI文稿AI文稿g 七车圆弧编程,首先 g 零定位到外圆起点 x 八十一, c 二十,然后 g 七十一分两行粗车加工,进刀量一,退刀量零点五, p 一对应经车开始,程序号 n 一 q 二对应经车,最后程序号 n 二 u 零点五是京车余量 n 一到 n 二是整个京加工过程 g 零三是圆弧段编程,最后 g 七零京车程序结束。
2044数控编程培训蒋蒋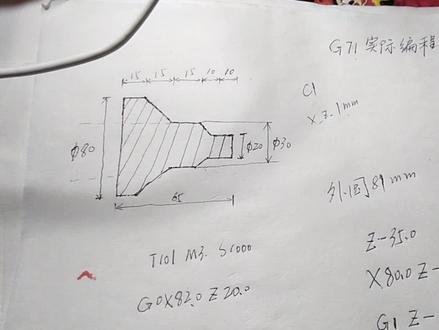 09:50查看AI文稿AI文稿
09:50查看AI文稿AI文稿今天来看一下,实际用机器要来编程,再加上刀尖半径补偿。我我画的是这个图啊,他是有一个 呃锥度的,有锥度的,有斜度的,两个斜度,这样子加刀尖半径补偿才有意义。 这个我们为主导讲 c c e, 也就是他什么意思呢?也就是 x 向的走刀跟 z 向的走刀都是一个毫米, x z 走刀都是一个毫米, 这个怎么怎么编的这个外径呢?这里是二十,这里是三十,这个台阶是八十,然后长度十五 十五十五十,编十,总长是六十五。那我这个图先不用刀尖半径不成,应该怎么编呢? 这个机器哦,其实很简单的, t 幺零幺 m 三 s 一千转吧,其实这八百斤八十的一千转有点高,我们就写一千转,然后 g 零 x, 假设他的他的毛胚啊,是外援,外援八十一的毛胚八十一,八十一毫米, 然后 g 零 x 八十二点零, z 二十点零, 然后 c 零点零,然后 m 八开始,然后 g 一 x 负一点零, f 零点 零点一五吧,然后 w 零点五, g 零 x 八十一点零, s 八一点零,然后端面相册一道,端面 单面切一刀,然后 w 六 w 零点五,这个时候就可以用 g 七幺了, g 七幺又一点零二零点五,然后 g 七幺 p 一 q 二 u 零点五, w 零点零, f 零 点二,然后 a 应该怎么写呢? a 这个时候呢, 要倒角,要倒角,肯定要定位到十八这里来,二十吧,他定位到十八,然后 g 零 x 十八点零,然后 g 一 z 零点零, f 零点一五,然后 x 二十点零, w 负一点零,这个地方就是倒角了,倒个 c 一的角, c 一的角,然后记一 z 负的第一个台阶,那里是十, z 负十点零, 然后锥度,这里怎么写也是一样的。然后 x 第二个台阶是三十 s 三十点零, 对负的总共多少呢?第一个台阶再加第二个台阶,这个锥度这里是二十,然后就写对负二十点零,我们再写到这边来对付二十点零,然后第三 这个台阶有多长呢?这里三十有多长呢?然后 z 负的十加十加十五,等于三十五,等于负三十 五点零用力,这个时候又遇到那个锥度了,然后不管他还继续 x 第二台阶八十点零, 任负的多少,又加个十五,然后任负五十点零,然后呢?记一这个不写记忆也可以任务的 六十五点零,我们是在没有考虑夹位的情况下,没有考虑夹位的情况下。第三个,这是第三个台阶,没有卡, 没有考虑夹位,我们就看他怎么怎么编,然后这个轮过就已经写完了,六十五条已经写完了,然后结尾,这里怎么办呢?我的习惯是, a 二 g 一六一点零,好退了好退,到了 这个时候呢,我们就要选一波退刀, g 零 z 一百点零,这个时候出车车完了,我们要换另一把刀了,换一把精车刀,然后 t 二零二 m 三 s 一千二百转啊,精车稍微高一点,然后 g 零同样定位 g 零 s 八十一点零, z 零点五,然后 g 七零 p 一 q 二 b 一扣,然后这个时候就唱完了, g 零 z 一百五十点零, m 三零,这个程序就编完了,这个地方你看,呃, a 二是在这边,然后第一刀出车,换刀换刀,定位同一点,然后 peq, 然后 g 零这一百五十 m 三零, 这个很简单啊,你每个倒角的地地方的 c 呢,你就给他 s 向定位到 s 十八点零,来来负一点零,这就是倒了一个 c 的角, c 的角,然后你把这个轮廓,不管你是追度还是不追度,把这个轮廓按照 你正确的坐标,然后写出来,写出来就可以了,这样子就行了。这个呢是如果你要求不严格的情况下,不需要刀尖不断径补偿,你就可以这样做。但是呢,我们有时候要求很高,像这种斜面 都要要求刀尖半径补上,这个时候应该怎么办呢?我们这里是 t 二零,二是 是那个是金车,那么我们刀尖半径补偿就要加到第二号刀,在在那个在刀补里面刀补 第二号刀布,假设这个是二号刀布,然后再 t 这一项咋想到就到了, 你要写三,然后二,要写零点四,因为我们零点四,然后写的是二号到二号到这里是 t 三二零点四,然后输进去之后,然后这个地方还要加, 我们要夹在这个机器腰这里,因为呢他是刀,你加上刀筋半径补偿,就要定位就要稍微远一点 w, 我们给他写二点零,这样,这样刀那个刀尖半句补偿,咱顺利的加上去,这里写 w 二点零,然后这里记零,然后记 四二,这个加个鸡,四二记一在零点,哎,这个地方就加上去了 s 三十,内裤二十, 然后这边,然后 g 四零加在这里就可以了,这个时候呢刀尖半径补偿就加上去了,当然你这个二号到这里, 这里用,这边其实不用,这边是零点五也可以,你二号到是精车的时候,二到是精车的时候就要占二点零或者一点零都可以。 z 二点零定位稍微远一点他才能加得上,高间半径不长,这个地方 有二点零吧,这也可以这样子,刀尖半径补长就加上了。首先呢你要把刀补当中,第二号刀后面改成假想刀尖到一号外进十三,然后二是零点四,然后 然后呢这个地方记十二,加上记十二,这三个条件满足记十二,然后记一,再于零点才这个时候刀尖半径补偿就就能加的上去了。当你加上去之后,千万不要忘记再加个记四零给他 取消掉,要不然你忘记取消,下一次再指定的时候,他就容易发生错误。这个图呢,关于机器幺,关于刀尖半径不伤,就 就就是这样子,我们实际操作中就是这样做的。好了,今天视频就到这里了,谢谢大家,拜拜。
2054福州阿牛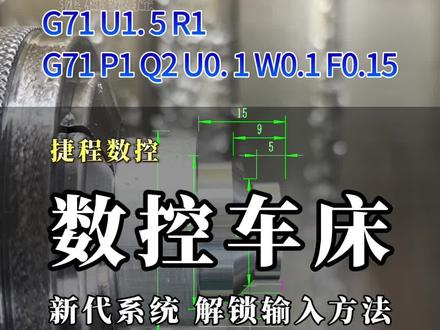 00:18
00:18









猜你喜欢
最新视频
- 1154天才少年