子弹g71程序教程
一分钟教你学会狙七一车子弹工艺品,我相信大家小时候都有过自己手拿 a k 的想法, a k 呢, 我没有办法做出来,但子弹可以加工出来。我们看到程序这里我是用了一个 g 七一的二型来进行加工, g 七一的第一行用零点八表示单边进刀零点八毫米二,零点四表示退刀零点四毫米。 g 七一的第二行 p 一、 q 二分别对应下面程序段的 n 一和 n 二, u 零点一表示 x 方向的预留量为零点一毫米。 w 零 g 方向不留余量。 f 零点二是我们的晋级速度,下面的程序段是我们零件轮廓线的编程,只需要注意这里的 g 零二跟实际加工是相反的,实际加工用 g 零三就可以了,是不是非常简单呢?今天我也给兄弟们准备了一套十分完整的学习资料,有兴趣学习数控编程的朋友评论, 评论区留言三个九即可免费领取。接下来我们来欣赏一段完整的加工视频。

粉丝1.7万获赞5.3万
相关视频
 02:41查看AI文稿AI文稿
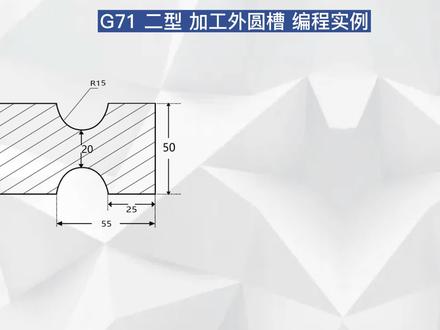
02:41查看AI文稿AI文稿大家好,今天给大家讲一下 g 七一二型配合圆弧刀加工外援槽的编程方法。很多粗车循环是不支持刀尖半径补偿的,所以我们可以把补偿的数值直接在程序当中带入来进行准确的加工。我们看看这个零件草图 是二十五的圆弧,起点在 z 二五,中点在 z 五五,这里大近五十,小近二十,我们采用二二的刀来进行加工。 我们来看一下这个程序。首先 t 零幺零幺, m 零三, s 六百 g 九九,下一行 g 零零,定位 x 五十一, zf 到二十九。那么为什么 z 定位在了 zf 二十九呢?因为我们考虑到了一个刀具的宽度,所以定位加了四个毫米,所以是 zf 二十九。然后下面 g 七一 u 零点八是指 x 每次的持刀量,单边零点八二一就是每次退刀一毫米, 下一行 g 七幺 p 一 q 二就是我们经车段开始和结束段号, u 零点五就是我们的 x 方向经车流的余量 f 一点五进行速度, 然后下面按一 g 零一 x 四六, w 零这边我们是直行二型的道路,所以加了一个 w 零。那么我们为什么定位在了 x 四六呢?我们切入弓箭半个刀 宽,这样子让刀具的圆心和图纸的这个产品圆心在同一位置,这样加工出来的半圆才是比较准确的。然后下面 g 零二 x 四六, z 五五,走到终点 二十三,那为什么是二十三呢?我们在加工凹原弧的时候,我们的这个实际编程的二半径应该减去刀尖的半径,刀是二二的,所以就是十五减二变成了二十三。 下面 j 七时 p 一 q 二来进行京车,京车我们给了 s 一千转,然后它直行的也是我们京车后面的 f 零点二最后退道程序结束,大家可以看一下程序, 今天就到这里,感兴趣的朋友请点击关注、点赞加收藏,谢谢大家!
2053铭军视觉文化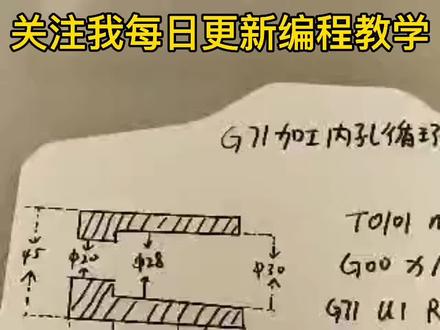 01:42查看AI文稿AI文稿
01:42查看AI文稿AI文稿大家好,今天我讲解一下机器要加工裂孔循环,我们这里发了个草图,这个草图啊画的不太标准,这里面最大的裂孔直径是三十, 靠里面是直径为二十,这里这个二十,这里到这里二十,这里是有锥度的,这三十减二十,这里到这里是没有锥度的,因为我们草都画的不太标准,里面最小直径是二十, 这里到这里三十三十四十减三十,这里到这里就是十克这个插头,就这样我们看一下程序, gd 零幺零幺二零三 g 零零,定位,定位要定在安全的地方, s 十六,再按 g 七幺 u 一二零点五, u 代表进大量,这个进大量都是半径值的,等于说优衣,实际上今晚两个这二零点五为退大量一期 p 一 q 二, p 一就是 m 一,这是第一单定扣二就定 m 二,结束单优付零点五, 我们看一下这个优负零点五,这个车底孔,他留的金条鱼店,呃,就是负零点五,我们超万元,机器要超万元,巡防的话是优零点五。 w 零 f 零点幺零点一, 这个马上就走这个轨迹,走一遍轨迹,然后再再经七七年,经推倒,推倒结束,谢谢大家。
883数控车床编程教学 11:14查看AI文稿AI文稿
11:14查看AI文稿AI文稿我在以前给大家讲过这个 g 七幺二型啊,就是在一个外援上给他挖一个圆弧啊,用一型的话咱们挖不出来,只能只能用二型。那么今天我再给大家把这个二型再讲一遍, 通过咱们这个艺术品,就是咱们今天测一个葫芦啊编,直接给他编一道这个精加工程序,然后就通过咱们的这七幺二型把它啊,用这个循环指令把它走出来啊。等一会我用纸上把这个程序给大家详细讲一遍,然后现在大家看一下这个轨迹, 就是这个样子啊啊,看一下路线, 他是先走这个呃一半的轮廓,然后走另一半,大家看一下是不是先走一个圆的右侧,然后再走走一个圆的 左侧,他都可以通过咱们的 g 七幺二先把它走出来。 对,然后走这一边,大家看一下,然后这边也是一样,对,走这一边,然后在这边也是一样。 好,这个这个就是这样,就是用咱们 g 七幺二先给他走了,然后我在纸上给大家把这个讲一下 好了,我把这刚才那个车床上那个程序啊,用这个草头给大家画一下,然后给大家一讲解,这个就非常简单了,咱们这个葫芦葫芦啊 分为三部分,四部分啊,后面一个大的,中间一个,嗯,小的,前面一个这一段圆弧连接一个小半圆啊, 就是这四个啊,圆弧相接成一个,咱们组成一个葫芦,那么咱们知道咱们这个 g 七幺, 咱们这个这七幺他一型就是咱们平常用的这七幺啊,把咱们这个葫芦是走不出来的,因为咱们这个在这个封闭的这个区间里边啊,这个循环,他这个是地增啊,地增呃,然后到这边成了地间, 这边也是一样,你看这个前半部分是递增的啊,你像这样这样这样这样这样这样,这敲是递增,然后这面是递减啊,越来越小,咱们这个异形是走不出来的,是吧?异形走不出来, 那么咱们就要用咱们这个 g 七幺二型,咱们这个 g 七幺二型 把这个轮廓他就能走出来啊,用咱们这个 g 七幺二型这个循环直令啊,轻松的把这个就走出来啊,我在前面这个视频里面给大家讲过,但是今天给大家再巩固一下啊,就是咱们车这个葫芦怎么撤,咱们就开始编程,编程很简单啊,这个圆弧啊,每段圆弧的,这个 啊,数值啊,我已经把它啊就是都标出来了啊,这个包括这个圆弧啊,这个半圆弧的,这个拿零开始啊,他走到这个 fi 四点一四,然后就是这个圆弧出来,然后这个反圆弧是二二十点二,这个二七点一二八点五二,然后就是 每个圆弧相接,这个 x 值也都标出来了,然后这个 z, 咱们这个 z 值,是吧?都据都已经用这个软件把它画 画出来,就是用电脑画出来,然后咱们就呃编程,编程只需要把这个轮廓给他编出编出来就行了,咱们开始编程啊,就是,嗯, m 三 s 五百 t 零幺零幺,是吧?然后就定位这零,咱们用个毛配料吃 x 三十八点零 z 一点零,好,然后现在就开始变这七幺,这七幺是吧?由一点零 r 零点五,这七幺 p 一 q 二,由零点二 啊,九二十四的,咱们这个精加工雨量,是吧?这七这七零的精加工雨量啊, w 零 w 一定要十零啊 w 咱们不不能给他呃, 留余量,大家都知道咱们这个是递增或者递减啊,这边也有量,这边有量,他就你说给他留哪一边啊?他这边就不用留了,然后 f 零点二,好,然后开始编成 n 一, 直接就可以按这个轮口给他编啊, n 一 g 零 x 零点零,是吧?从中心开始给他说,然后这七幺 啊,二型和一型的区别就是咱们在第一行啊,这要给他加个两轴联动的啊, x 零点零,然后后面加个 w 零点零啊,一定要加这个啊,把这个加上,就是系统就默认咱们这个是 g 七幺的二型 啊,然后就是给他编成 j e z 零点零 f 零 零点二,是吧?然后就开始编这个轮廓。 g 零三 x 四点一四,是吧?四点一四 啊, z 负六点六四二,三点六四,然后再给他编,然后就是这个是 j 零二, j 零二 x 十七点六八,瑞富二十三点零二,二十三点零二 r 二十点二,然后我再编编这个啊, j 零三 x 十九点三二, 瑞富三十四,三十四点九二啊,三十四点九二 r 七点一二,然后编这个啊, g 零三 x 二十三点零八 z 负五十点 z 负五十点 九八 r 嗯, r 这是八点五二二,八点五二,好,就是这四个这四步给他把这个圆弧编完了,然后咱们要切断,就是这个,这要切断咱们给他啊,稍微往后面走一点,是吧? 把它之后要切断,是吧?然后就是,嗯,编一个 j 一,嗯, w 付四点零,或者是 z 付五十五也可以,这这一 z 负五十五点零,是吧?然后嗯, m 二零 x 三十八点零,咱们这个退刀啊,就是 x 三十八点零,一定要加上啊,给大家解释一下,因为咱们这个刀子走到这边啊,直接不可不可能这样给他退出来,是吧? 这样退出出来是把这杯这部分给他过切了啊,把刀刀和咱们弓箭就碰了啊,只能是这样, 这样退出来,然后这样退出来,是吧?所以咱们这个,嗯,最后一步, x 三十八点零,就是咱们这个定位,三十八点零给他一定要退出来,然后就把这七辆给他加上就行了。 j 七零 p 一 q 二啊,然后退刀, j 零 z 幺五零点零啊,然后就是 m 三零,好,这个程序特别简单啊,程序编程就是把咱们这个轮廓给他编给他 g 七幺一型是一模一样,把这个轮廓给他编一道就行了。然后就是区别就是在这个 啊,第一行啊, n 一的时候,第一行给他加个两两轴联动,他就是可以递增,他可以实行啊,递增, 递增加递递减,递减也可以实行,是吧? 就是啊,咱们一行只能是递增,或者是咱们车内孔的是,是递车内孔的时候是递减。好了,这个程序给大家解释了一下, 然后咱们再回到车间把这个活给他干出来,再验证一下,这就是轨迹,就是这样。好,咱们打自动走刀试着走一下 好了,大家看一下他现在开始挖的里边那个了啊,就是呃,后面那个后后后半个圆,因为他把前面这个圆都已经挖完了,然后挖后半部分,这就是咱们这七幺二型这个特点, 他可以同时递增或者递减。 好了, 这个葫芦已经拆完了,哎,我把它切断好了,这就是我切下来那个葫芦,大家看 看一下,如果有什么问题啊,大家可以在评论区啊咱们探讨一下,或者是咱们在评论区啊可以留言 啊,就是就是这样的啊,是一模一样。好了,今天就到这里啊,有不懂的可以把这个程序啊收藏起来,下来可以在车床上演示一遍。
3880长安峰哥

















猜你喜欢
- 6606柒柒爱干饭