车床6150代表什么

粉丝1342获赞4441
相关视频
 01:14查看AI文稿AI文稿
01:14查看AI文稿AI文稿六幺五零数控车床,独立组织的数控车床,那么这款数控车床呢,是整体床身啊,他的这个全部是这个拱条形的设计哈,整体床身, 嗯,使用的这个系统呢,咱标配的系统啊,是广速的啊,广速九八零 tc 三的,你可以配更好的,但是差的咱不配啊,然后呢这款机床呢?呃,全部是广速四伏的哈,全部是广速四伏的,你可以配更好的,但是不可以配更差的。 呃,那么传动笔哈,可以达到一比二,然后呢大家在加工这个外援的时候哈,可以可以车二百的这种盘二百的这种直径的产品啊,嗯,那么单边哈,可以三个毫米走刀量啊,是零点二,没有问题啊,我都试过哈,这是咱的电器部分哈。 啊,那么现在哈电器呢都是使用的这种集成式的啊,那么这种集成式的哪里哪里呃,坏了或者是哪里电,呃,出现问题了,他就会亮这个红灯,出现一个报警啊, 这个特别的好哈,这个特别的好啊,咱们这个哈都是带外挂手雷的,都是放在这个电器柜里边,大家可以直接插上就可以使用。
281宝利鑫数控 01:07查看AI文稿AI文稿
01:07查看AI文稿AI文稿六幺五零啊,一百三大孔径啊,配六宫位电动刀架。然后呢,这款呢是出口的啊,这款啊是出口的。他的这个,这个上面的界面啊,全是英文的啊,全是英文的。然后呢,他是出口的数控车床, 主竹通孔是一百三的哈。然后呢,这款呢是五零加高导轨,宽度是四百的整体床身啊,这个呢以装上这个刀架上还有这个大卡盘哈,显得这个这个五零的机床啊,形成很短式的感觉啊。 啊,他呢只能加工呢,现在我估计也就是八百吧,啊,因因为卡盘限制住在这里啊,加工的这个这个长度只有八百左右啊。但是这款机床呢啊,适合干一些这个呃,大孔径的轴类啊,还有一 一写的盘类啊,啊,他的最高转数呢,只有八百转啊,因为他的主珠内孔比较大,然后呢,轴承也是比较大的,所以说呢,他这个呢,只能干一干一些这个啊,这个大的轴类,还有这个盘类啊。
225宝利鑫数控 02:12查看AI文稿AI文稿
02:12查看AI文稿AI文稿哈喽,朋友们大家好,现在加工的是一个二五零的大米片,这个米片我准备先进入加工,放几天,去掉硬币之后再进入加工,干煸至三十毫米。 已经太多了, 二元收到位,然后用上手架 猪。加工的话,内孔我准备两头接金,加工的话另外找一把大刀,一刀过去,这个弓箭是两百五 五十个日常,现在掉头除另外一头的内孔, 朋友们用这个中心夹 two thousand years, 因为是叫的是旅店,所以最好加点水放上面。这个大件干完了,现在又来干小件,这个小,这个小件小图只有三个大,看下图纸, 像这种六幺五零真的是大小通知 你看,全部都出来了, 同样都是旅店,一个大一个小。
 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿今天哈带着大家看到的是六幺五零独立组织的两米的输控车床啊,啊,这种输控车床呢,他的这个是整体床身的哈,然后呢中间加了一个,中间加了一个角啊,来支撑他,防止他变形啊, 这种机床呢,他的这个啊加了脚以后呢使他的刚性更好,不易变形啊,精度更高啊。然后呢导轨宽度呢?是四百的啊,导轨宽度是四百的,主轴瞳孔是八十二的啊,两米的,一台两米的啊,数控, 嗯,独立阻阻的数控机床啊。啊,前面呢还有一个一百三通孔的啊,一百三通孔的这个六幺五零啊,也是独立阻阻的哈,也是两米的啊,他的通孔是一百三,床身的宽度哈也是也是四百。
324宝利鑫数控 00:23查看AI文稿AI文稿
00:23查看AI文稿AI文稿大家好,我是云南机刘畅,今天给大家介绍的是我们的六幺五零乘一米五的机型,六幺五零乘一米五的机型外观我们采用的是半防护的一个机型, 六幺五零这一款客户选购的是十寸的 e r 卡盘, e r 尾座,网速九八零, tp 三 i 系统。感谢大家关注云南一机。
11云南一机官方号 01:18查看AI文稿AI文稿
01:18查看AI文稿AI文稿各位同行制造业的老板们,今天给大家带来一款实打实的生产利器。我身边这台 ck 六幺五零数控车床,咱们家的长青管热卖机型,近几年出口订单破千台,全球数十个国家的工厂都在稳定使用。更重要的是,当前现货在库,先看硬参数, 船身上最大回转直径五百毫米,刀架上二百八十毫米,不管是粗活细活还是大件小件,都能轻松拿捏。主轴孔径直接给到八十二毫米,还可以选一百零五毫米加大款 m t 六锥孔搭配十寸卡盘,加持力稳如泰山,高速切削都不带晃的。再看行程, x 轴行程二百九十五毫米, z 轴行程最长一千五百毫米,切割长度可选,不管你是做批量零件还是定制工件,行程都够用。 四百毫米宽导轨,运行平稳,精度有保障。尾座套筒七十五毫米直径, mt 四锥孔顶紧力十足,加工长轴也不飘。各位老板,不管你是工厂扩产急需补设备,还是新项目上线要配齐才能, 这台高性价比数控车都能帮你快速投厂见效,原厂售后保障,技术支持,维修服务随叫随到。
18小詹哥-豪迈数控 01:08
01:08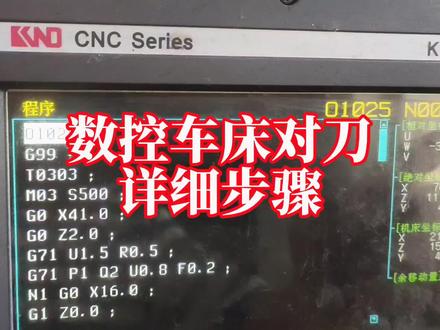 05:22查看AI文稿AI文稿
05:22查看AI文稿AI文稿手小白刚刚学习数控车床编程语操作的时候,遇到的第一个问题就是如何对刀,下面呢我们就以这个系统为例,给大家讲解对刀的详细步骤。 首先的话我们要在三转卡盘上呢装夹这么一个呃圆钢的一个材料, 然后呢我们装一把桃形九十度的外圆车刀,他的刀片呢是八十度啊。这个刀具和工件安装好之后,下面我们开始第一步操作,就是让这个机床呢先旋转起来, 在系统面板上呢,点击我们的录入按键,好,在程序界面我们输入 m 零三 s 五百,点击这个 插入循环启动二步呢,我们点击这个手动手动按钮,点击这个快速 把我们的这个刀具快速的移动到弓箭的这个位置, 我们用手轮把这个端面呢给他起一刀,端面齐平以后,我们把刀具沿 x 向退回来, 注意是沿 x 向退回来, 然后呢我们点这个刀补在三号刀,注意哈,是在三号刀啊,我们可以点这个测量切换到对刀的界面,在三号刀我们输入 iz 零, 我们点的是这个插入按键,这个时候我们的 v 项就对好了,现在我们对 x 方向, 呃,对 x 方向的时候,我们把刀具先用手动移动到我们车靴外缘的位置,将外缘车靴三到五毫米的一个长度。 好,此时呢我们车床沿 v 向退出, x 向千万不要动,我们点击复位按键把机床停下, 然后呢我们测量一下这个外圆它的一个直径, 好,我们经过毒数可以看出现在是二十五点五这样的一个毒数 的方式,我们再次点这个刀补键,这里点测量切换到三号刀,我们输入 x 二十五,点五点击这个 插入按键。好,现在我们 x 方向的刀也对好了,那我们就验证一下咱们对刀的一个正确性,我们点这个录入 点程序按键,在这样的一个界面,我们输入 t 零三零三, g 零零 x 五十 z 一百,然后我们点击插入按键,我们把这个程序循环一下,刀具呢就会快速移动到三号刀 x 五十 z 一百的位置,我们点循环启动, 通过可以用油标卡尺测量的方式测量咱们刀尖到我们车靴端面的一个长度是一百毫米。然后呢也可以把这个刀具向材料测移动之后 测量一下外圆到刀尖的距离是否是我们想要的一个距离啊,这就是我们的一个基本验证方式,也是我们新手小白学习对刀的 基本方法,那通过检测我们的对刀是没有任何问题,刀具对好之后,我们进行一个程序的编辑,那么就可以加工出我们想要的一个零件。好同学们,以上呢,就是咱们啊数控车 对刀的一个基本步骤,大家可以利用咱们的机床或者是仿真软件进行一个相应的呃对刀练习。
345德州数控达人 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿这么高的机场配置,你绝对没有看到过,主油通孔一百三,前后配备三百二三爪的一体式气动卡盘,这台是六幺五零,回转直径五百小小六幺五零,也是用上了发纳克的系统,这个系统跟车床价格差不多了, 如此高的六幺五零配置,到底客户是干什么工匠呢?评论区咱们可以分享一下。
 01:14
01:14 01:07
01:07 01:14
01:14







猜你喜欢
最新视频
- 3801玖梦.