夏米尔慢走丝2030操作教程图解

粉丝4977获赞1.4万
相关视频
 01:49
01:49 00:39查看AI文稿AI文稿
00:39查看AI文稿AI文稿慢着吃怎样夹馍呢?首先将弓箭用压板压住,将扫表吸在上机头上,然后校正直边度。扫表针定在一个整数位置,移动机头,使扫表在两点之间来回移动,直到扫表针不摆动即可。 但要防止实表,接下来需要平面度,通过微调螺丝松紧度来调整弓箭的平面。 如需要彻底松开螺丝调整,则先用一锤子块粘胶水将弓箭固定在床台上,再反复调校,直到直边度、平面度达到要求为止。
216模具设备佬汤 08:23
08:23 02:49查看AI文稿AI文稿
02:49查看AI文稿AI文稿一月十六号我发布了一个教学视频,教西部慢走师如何改图形过切和干涉。 那个视频我只发了一半,发了一半,然后目的就是看看有没有人在我的评论区或者私信我如何真正的去改它过切和干涉。 但是等到今天的二月六号,等到今天也没有一个人去告诉你,我等来的都是一些嘲讽与谩骂,不过我把那些人都拉黑了, 人生不要和这些这种人去有太多的交集,一点交集都不要有,因为他们不会给你带来任何的进步。那么今天我就把这种真正的过切与 干涉交给你们。在环境设定,这边环境设定参数,嗯,第四页吧,看下第四页, 宪禁补证之干涉回避机能,这边改成有,呃,我们就先变更一下许可,出示密码,一二三 有有,然后这里陷阱辅助之干涉是否确认这边有了,然后这里这里也改成有和有。 好,然后我们再返回刚才的地方,我们看一下,描画一下,重新描画一下 来,还过切啊,哦,有个地方还没改,是这里还是这里 环境参数,然后第八页五正干涉技能最快。这个我们先变换一下血粉, 像上次一样改成九,这里也改成九。 好的,我们返回一下再看一下, 学会了吗?
458机加工-锋 04:34查看AI文稿AI文稿
04:34查看AI文稿AI文稿今天教大家怎么改西部曼导师的追捕啊? 在这里加工条件这边 我们随便选一个加工条件啊,二十五钢的,一般追捕的西部的超过六十厚的六十厚,然后超过六十厚的时候,他那些割出来零件就比较容易出现大小肚子嘛,然后各种上下追, 上上一次我干了一批一百六十高度的一个东西,然后他的追捕就很严重,所以这边我教大家如何改他的追捕。以四刀为例,这边条件出现四四个代码, 然后呢加工用登录 在这里,我们勾选它,再出现了这些东西, 嗯,它一百六十后,我试割了一个零件,就是割完之后去三坐标测量,测量完之后它的上面跟下面差了一丝,所以我改的改的地方就是这里 上面也就是基那个辅助面,下面是基准面,一个零件 一个零件,那个西木哥的零件就是在这个台,台子面是基准面,它的高度这边是它的辅助面。 呃,我测量的时候是是这样子的,那个零件是这样的上大下小,所以是我们要改直角面,这里 这里有一个向外扩张,因为测出来是差一丝,然后我这边向外扩张,扩张了三个这样子,向外扩张它就会变回去,就会变回去,这样。 如果是辅助面,辅助面这样子的话,如果你零件割出来是这样子的话,这样子一个斜度的话,那么就是辅助面往他往这边这样这样调, 根据你自己的实际测量尺寸来调吧,比如说你差的特别大,你能不能调到调到最高这样子。 上一次是我这边调了三个,然后歌的尺寸就就变回去了,这样子从这里改,然后我们点击, ok, 那 我们看一下它发生的变化在哪里? d 三, 嗯, 这应该,应该是这里,这里有变化, 反正就是它就在这边,这边调加工登录,这边 c c 里面还有种方法,就是,但是这里有个弊端啊,比如说你割出来尺寸, 它不仅是大小头,而且还是大小肚子。那有些人就这样弄两个,然后再再再去弄它一个,这里面只能只能弄一个, 这里面只能弄一个,你弄了它就弄不了它,这是一个弊端。然后所以我们这边怎么调呢?把这个系统的加工条件给弄到我们使用者里面, 弄到我们使用者里面,不过我忘记怎么弄进去了,上次在那个机床上我弄过一次,只不过不不经常用,所以忘了,到时候我再摸索一下吧。 所以,所以调大头就在这边调,学会了吗?
653机加工-锋 04:06查看AI文稿AI文稿
04:06查看AI文稿AI文稿今天这期视频就教大家这个扫表的用法,帮我拿一下。 首先这个表我们先吸在机头上面,然后呢表身,比如以这个打模板为例,我的表身这样子, 这个方位不需要拧太紧啊,不需要拧太紧,如果你拧太紧的话, 所以说拧的很紧的话,这个表的使用频率就会降低,报废率也会提高。表座的报废率,不是表头的报废率。好了,接下来。 而且表针有些时候学徒的表针用角度也是不对的,我们的角度一般都是以三十度左右,四十五度也不行,就是说三十三十度左右的表针,这样子打表 数值,数值是零到一百以内,最好是最好四十到八十左右,我一般我一般喜欢四十到八十左右的这个数字。拉近点,拉近点, 光面墙,光面墙吗?这样子四十到八十左右的一个值,那我们就这样打表, 像这种这种这种表的方向,这种表的放放置方法可以打两个面,第一个就是左右面,左面和右面,还有一个是上下上下两个面,然后呢, 因为这里有一个压板压块,导致他那个直面不好太打,所以 所以我们这个表的方向要改变一下, 改成这个方向 也是稍微带点力,把它把它固定住就好了啊。表针千万不要只能只能是 这样九十度的方位啊,还有这样的九十度的方位,不能不能是这样的四十五度或者任意任意一个其他角度这样打出来表示不太准的,只能这样九十度的方位。 这样放置表的方法呢,就是比刚才可以多打一个面了。然后我们就是调整调整表头,这里可以打一个直面,大家可以看一下打直面, 因为这个模板是没有要求的,这个直面是没有,不是膜墙膜的面,是热处理面,所以随便打一下给大家看一下。然后打完直面之后,我们把表头调整一下,就可以打左右和前后了,左右左右, 然后前后这样前后对这样的一个放置方法,就可以打三个面直边左右前后。相比刚才这刚才这样的方法, 这样打完之后你还要再把这样打完左右之后,前后之后你还要再打他的直面,因为这边有档位,不行,这就是一个表的使用方法的七十一。
275机加工-锋 00:55查看AI文稿AI文稿
00:55查看AI文稿AI文稿欢迎收看慢走私主义人的工作日常,今天出一期夏米尔 c 一 系列机型看火花教程,全程干货,拿出小本本好好记吧!开单,先拿好表定出头,选择曲束的面,手柄后面有个按钮要顶着, 同时把旋钮扭到最右边,点击屏幕上的火花按钮,声音响起,按方向键,选择看火花的面 y 方向,和前面一样的操作方法,这里要注意了,重点来了!看好火花后,把门关上,旋钮拧到中间, 点击屏幕上右上方的两个小齿轮按钮,再点击右下方的 pad 按钮,此时左上方会出现绿色杠,表示电机次找正完成,然后上水,正常碰树射树即可。
 00:16
00:16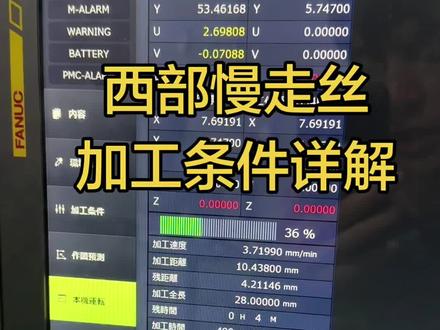 04:28查看AI文稿AI文稿
04:28查看AI文稿AI文稿今天给大家讲解一下西部的加工条件,在加工条件这个选项里面, 首先出现这个界面,我们按照它的顺序一步一步来 陷阱,我们公司用的一般都是零点二五的丝,然后他这边选择的丝最小的只有零点零五的,根据你们公司的丝的直径来,我们是零点二五的就零点二五。然后这边加工类型 第一个就是无线加工,就无线能加工,一般用不到,最常用的就是一个带和这个充头,这个是凹模,这是充头,就这两个,比如说你要加工凹模就选凹模,加工充头就选充头 喷水头。 close 和 open, 它的意思是 这个机头的高度就是离你的弓箭是贴紧还是抬高, close 就 代表嗯,贴紧, open 就 代表抬高,我们一般都是贴紧, 然后这里是材料,从上往下一般都是这个,这个是铝铝材料,这个是铜,然后这个是钢就铁材料,还有 wc 就是 硬质合金。 然后这里我们一般割缸的比较多,我们选缸,然后这里板厚,板厚的话根据你的材料来,你的材料是多厚,那么你就选择多厚, 这边我就选个二十号这里,然后一步一步设置过来加工回数。加工就割,割一修几嘛?割一刀就选一刀,割一修一就选两刀,割一修三就选四刀,割一修二选三刀。 第一次来这边有很多很多,但是他这么多没有对应的代码是不行的,所以一般别看他多,他不支持这么多的,我一般看一下好用到七刀之后他才会出现。这个 我们一般用不到。细胞,我们一般都是割一休三或者割一休二比较多,我们就一般都是割一休三嘛,然后面速度这边就不用不用,不用去管它了。 面速度这边这边我们可以看到面速度一般选择完毕之后,然后这里就会这里就会出现一个 它的加工代码吧,算是这里是加它的加工加工店代码。然后面速度我们一般就是选择这里的面速度,你需要多少面速度就需要多少面速度,它的条件呢是不一样的, 我们一般用到的条件就是两种,这一种和这种黄色的就代表重视精度,这个绿色的就代表重视速度, 两个不一样的两个条件代码的重视精度呢就是它割的东西非常的准。重视速度呢就是它割的东西非常的快, 一般重视精度呢,割的东西也就差两个 miu, 就 一般都是负两个 miu, 然后我我们这边重视速度,割出来的零件呢一般都是负五个 miu 或负六个 miu 按零位割,这看你怎么选择了,我们一般用的都是重视精度 这里,然后这里出现他的四刀的代码,第一刀,第二刀,第三刀,第四刀,这就是一个加工条件的选择。然后呢这边选好之后呢,我们就这边点击加工用登录, 如果你有补证的话,这边就给补证,没有补证的话就直接点 ok 就 行了,这就是加工条件的解锁。
779机加工-锋 00:42查看AI文稿AI文稿
00:42查看AI文稿AI文稿高适无人职守机器人搭配阿奇夏米尔慢走斯切割机进行上下料作业。高适优系列围棋盘内置独有的程序控制,多点定位消以匹配不同尺寸的弓箭, 搭配上安装在曼斗斯切割机内的高块一二五气动家具,其加紧力最高可达三十千牛,实现上下料全流程的高精度、智能化的庄家要求。 完成庄家后,高市会读取当前弓箭序号,自动选择并发送相应程序,让慢走自切割机开启新一轮的工作。
49里工 00:46查看AI文稿AI文稿
00:46查看AI文稿AI文稿如果一台曼走私可以直接做出镜面效果,还需要抛光吗?答案就在 g f 夏米尔 cos 一 千 oiltech。 这款设备采用独特油溅制加工,实现 r a 零点零五微米超高表面质量, 并消除氧化与腐蚀问题,形成二百二乘以一百六乘以一百毫米,支持零点零二毫米细丝加工,最小内角可达零点零二毫米。 夏米尔卡一千结合双丝自动切换设计与微米级精度,它代表了微细精密加工领域的顶级水平,几乎无可替代,但高成本也让它难以普及。
125东聚胜精密机械~小郑✨ 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿切割,割的就是磨具,这就是我们的慢走丝,这是我们加工出来的产品。走,我们找一个师傅问一下加工这个产品需要注意些什么事项? 首先这个东西第一点我们要注意一下这个弓箭的精度和外形尺寸,然后第二点的话 就是这个光洁度要求度比较高的。然后第三点的话,我们这个石块感度相对来说要常规的模具精度要高很多,这个东西基本上就加工完成了,大家说师傅说的对吗?欢迎评论区讨论。
162端品精密





