华中数控hnc-808怎么换刀
大家好,对于我们带有刀布的加工中心,他的第二坐标换刀点怎么设置?今天给大家介绍一下, 这是我们带有刀库的加工中心,这个刀库是斗笠式的,我们怎么设置他的换刀点就是我们的第二坐标,现在我们装一把刀进去, 这时候我们找两把一样的刀柄,而且这两个刀柄一定是拧紧的状态,拧紧之后就不可以保证我们这两个刀柄是等高的, 那么等一下我们参考这两个高度,等高的高度进行找到我们的第二个坐标点,现在我们就把其中的一把刀柄装到我们主轴上面去, 装好的刀之后,我们这把刀是四号刀,这时候先把这把刀放到刀库里面去,回到我们的操控面板,进入 m m d i 模式,输入 m 六七三, 我们调出三号刀,把四号刀放进去,输入自动循环启动,我们就可以把四号刀放回刀库里面去, 把三号刀调出来,这时候我们的三号刀是把空刀,那么我们接下来把另外一把刀柄 装到主轴上面去,装好了刀之后,我们主轴里面这把刀是三号刀, 刀库里面是四号刀,现在我们进行一个回参考点操作,回到我们的操控面板,我进行回参考点程序,回参考点一接着 好,现在我们的三号刀进行了一个回参考点,回到参考点之后,我们看到我们的 这个坐标一键轴是零,这就是我们设置的第一坐标,现在我们用我们的手轮, 用手轮把这个主轴上这把刀往下面移,移到我们这把刀的下面,这个平面跟我们刀库这把刀的下面这个平面平齐的时候,我们就停 下来,好,现在我们用手轮把我们的三号刀往下移, 移热过程中我们要观察一下,是时候要借用一把钢球尺,这个钢球尺放在我们里面刀口这里跟他挺住,当我们移动下来的时候, 当直者跟三号刀平行的时候,我们就要停下来。 好,现在我们的钢尺尺两把都碰到了,这就说明了我们四号刀这个刀顶的端面,因为我们三号刀刀顶的端面现在是 平齐的,平齐了之后我们这个是把两个刀柄是很高的,精致很高。接下来我们要记住刚才我们的机床上表面,这个是零点,像我们往下移,移动下来移动的多少毫米,我们看一下组合面板的机床坐标器, 我们的刀具移动到位之后,这两个刀柄这两个端面现在是近视平齐的。接下来我们看一下操作面板这里, 我们操作面板这里,现在仪介卓变成了一百六十二点八三九,好,我们一百六十二点八三九,我们给他起一个整数,把它摇到一百六十三,好,现在我们这个仪介卓的一 百六十三就是我们的第二坐标,也就是我们的换刀点,我们要把这个一百六十三输到我们参数里面去,进入我们操作面板,设置参数系统参数,输入我们口令 h i g 大写 好,进入我们这里移动,我们的光标移到坐标轴这里,确定 我们的逻辑轴二,逻辑轴二就是我们的余介轴,看到没有?这是我们的余介轴。好,移动光标移动过来,我们翻页,向下翻页,好,翻页之后我们会看到有个坐标叫做第二, 第二参考点坐标就是我们的换刀点,我们把这个负一百六十三输进去,确定 输入不一百六十三输进去之后,我们按一下确定好,这时候我们按一下保存,是否保存,我们按下 y, 好,现在我们保存成功,按下复位。 好,接下来我们这个第二坐标就设置好了,接下来我们进行一个换刀操作,看我们换刀是 正确,现在我们主轴上是三号刀,刀库里面是四号刀,我们把三号刀放回刀库,把四号刀调到主轴上,看是否能够正确的进行一个换刀。回到我们操纵面板, 输入我们的 m d i 模式,输入 m 六 t 四,输入 m 六 t 四,按下输入 自动循环启动,看能否进行正确的换刀。 现在进行的进行换刀操作,看他的位置是否正确,能够吸上去没有。好,现在我们换刀没问题,说明我们设置的第二个坐标参考点是没有问题的,谢谢大家。

粉丝5233获赞1.3万
相关视频
 10:30
10:30 00:54查看AI文稿AI文稿
00:54查看AI文稿AI文稿大家好呀,我是小张。我们在机床使用过程中,特别是在弓箭加工程序、手箭加工验证和打样的时候,需要频繁的调整主轴状态, 例如主轴方向、主轴转速、刀具刀位的切换等等。通常情况下,我们需要先将系统切换到 mdi 模式,然后在程序框中输入一整段程序,再通过循环启动按键来运行程序,操作十分的繁琐。 华中八型系统的 mst 功能操作者在执行如主轴试转、刀具更换等动作时,无需切换至 mdi 模式输入运转程序, 而只需要在手动 mst 快捷界面数据框中输入需要的数值,就能直接对主轴刀具进行调整,由此极大的简化了操作步骤,提升操作的效率和便捷性。
45华中数控 01:10查看AI文稿AI文稿
01:10查看AI文稿AI文稿大家好,我是大壮,今天我们将剩下的按键讲完,我们看上面这三个是快速倍率按键,左边按一下减百分之十,中间返回百分之百,右边按一下加百分之十。下边 的是主轴定向,按下这个按键,主轴定在某个角度上,主轴点动,按下这个按键,主轴会动一下,三轴回零,在手动模式按下这个按键,三个轴会回到机床零点。下面这三个按左边的是主轴正转,红色的 按下主轴停止,右边的按下主轴反转,下面是下一把刀,按下这个按键会换下一把刀,刀具松紧,换刀允许,只有在按下换刀允许的情况下按刀具松紧,才会实现刀具的松紧,主要用于手动换刀。 f、 e、 f。 二是扩展按键,用于机床附件的控制,比如液压站也可以边境程序中控制。这四个按键用于刀库调试,有刀库调试,刀壁正转,刀壁反转,刀库正转。好,这期就到这里了,下期我们讲余下按键,再见。
23博学大壮爱生活 04:51查看AI文稿AI文稿
04:51查看AI文稿AI文稿首先在平口前上放置平衡电块, 用扳手调整浅口大小, 把弓箭装夹到浅口上, 注意在拧紧瓶口前的同时,也要在弓箭上施加一点压力。 打开手动模式, 一手按住气动换刀按钮,另一只手同时安装刀柄,装刀完成了。 切换到自动模式,进入 dmi 界面,输入 m 零三 s 五零零并录入,按循环启动,主轴就转起来啦。 切换到增量模式, 用手轮控制机床的移动方向和距离。把刀具移到弓箭 x 轴的一侧,缓缓下降 c 轴 缓慢地靠近弓箭, 注意刀具是否切到弓箭。看到有切屑后就可以提起 c 轴了。 在面板上进坐标设置在 x 轴上,点击测量点测量一, 以同样的步骤完成 x 轴的另一侧对刀, 这里点记录二,然后分中返回上一页,切换到外 外轴的选项,按测量把刀移到弓箭上,准备歪轴对刀, 以同样的步骤轻切外轴的一侧, c 轴提刀,再完成位置记录, 稳到歪轴另一侧,再次轻切, 分钟返回,切换到 c 轴, 一道弓箭表面缓慢下移,四轴 刀具轻切表面即可 选择当前位置, 弓箭对刀就完成了。 最后是检验对刀效果,自动模式,打开 mdi 页面,输入 g 零 x 零五二零 z 五零, 按录入,按循环启动, 检查刀具是否回到弓箭中心,并与表面有五十毫米的距离 对刀。步骤全部完成了。感谢收看,下期再见!
227小恩加油! 00:18
00:18 11:50查看AI文稿AI文稿
11:50查看AI文稿AI文稿华中八型操作培训这一款是我们那个华中八型的其中一款系统八幺八 a, 嗯,其实我们华中八型那个操作的基本都是差不多的八幺八 a, 八幺八 b, 我们现在这里就以八幺八 a 为例来讲解, 这是我们系统开机以后进入的一个界面起床的,然后我们先讲一下怎么进行程序拷贝啊?我们先就是把优盘插到系统,插到系统的优优盘口,然后, 嗯,那个面板上的程序按键,程序按键, 然后我们系统这边就会切到这个界面,然后按程序管理, 然后我们把关标面板上的左右按键,把关标移动到优盘,然后按面板上的确定按键进行加载。优盘我这里是已经加载过了,所以他就直接显示,如果 u 盘刚刚插到系统上,他是不会显示程序的。你这时候你要先按一下面板的那个确定按键, 就是面板的确定按键进行优盘,然后他这里就会提示,这里就会有一个优盘加载成功的提示。 然后我们把,然后我们那个程序明必须是以 o 开头的,程序明必须是以 o 开头,不然他不会显示出来的。 然后把右那个光标移到右边,然后我们把我们需要考费的程序我们给我,假如我需要把这个程序 帮我 x 间间这个程序把它复制到系统的话,然后点复制,然后移动到系统行,然后按粘贴他就可以把 u 盘的程序拷贝到系统里,然后要把系统的程序拷贝到 u 盘,也是一样的, 我要把这个程序拷贝到优盘,我们就点复制,然后把关掉移动的优盘,然后点粘贴,他这样就进行了一个拷贝,这个 cf 卡是也可以用了,这是系统内内内部的一个卡, 程序的拷贝就是这样子的。然后程序加载的话,在程序程序管理里面也可以进行程序加载,就是我要把这个程序进行运行的话,就选中这个程序,然后点这个加载, 他就会,他就会提示程序加载,现在你可以看到这里已经那个他其实已经加载完成了, 你看这里就是我们正在运行的程序,就是我们刚刚加载的这个程序,或者是你这个程序原来就已经在机场里了,你可以选择在选程序选择里面就直接移动到这边,然后也是点这个加载,或者是直接按面板上的确定按键,也可以 直接按面板上确定按键,也可以加载程序,在程序管理里面按确定不行,但是在程序选择里面按确定是可以的。 然后如果我们要把优盘,我们优盘就是考虑完程序以后,我们不要直接把优盘这些, 先把光标移动到 u 盘这里,然后按面板的迪丽热,按面板的迪丽热按键,他会提示卸载优盘, 按面板上的那个删除按键,弹出优盘以后再把优盘拔出来。 嗯,然后我们讲下怎么去对这个程序进行编辑, 嗯,这是我以当前已加工的程序,然后我们直接点编辑按键,就可以对这个程序进行一个编辑, 然后我们编辑有两种模式,一种是插入模式,还有一种是这个点点这个编辑模式,看 他这里有一个覆盖,覆盖的话就是直接把这光标的位置直接替换掉了,如果是插入模式的话,他会在这个光标之前插入一个纸,这是两种边境模式,要注意。 然后我们在程序编辑完以后直接点保存,或者是可以把程序另称为,如果我要新建一个程序的话,就是点编辑, 然后点新建程序名必须与 o 开头系统,如果在系统的新建程序,他会默认以 o 开头,然后你可以输入数字或者制服,然后按确定这是新建一个程序,然后 你可以自己随便新建一个,所以, 然后点保存,然后你你可以看看他你新建的成绩,他会默认把它加载进来, 在选择里面,这也可以看得到那个系统盘里,也可以看得到我们新建的程序,这是程序的拷贝,然后,嗯, 坐标系的设置就是我们那个程序怎么样去对高,就是我,我已经有了程序,然后我要怎么去对吉普斯的坐标系?我们就是按 面板上的设置按键,面板的设置按键系统会进入到这个界面,这个界面的话就是设置 外部零点偏移,它是针对于所有坐标系的进行一个站进入四季威武的坐标系基础上进行一个叠加。 然后假如我现在要对这边是吉普四,如果我要把单前位置直接射成吉普四零点,我就直接按这个单前位置,然后按外或者按确确定单前位置,单前位置, 那你那你哪来的还? 如果我们是要进行一个测量的话, 就是如果我们要去两边分钟的话,我们就点这个弓箭测量,我们先嗯 嗯把主轴靠着弓箭的一边,左边就是挨着一边,无论是左还是右都可以啊。先挨着一边,然后点读测量值, 我们先把那个刀具靠着弓箭,弓箭的一边,然后我们按独测量值,他会把这个值读出来,然后我们把机场移动到另外一个方向,然后从同样的挨挨上这个弓箭,然后我们再继续按独测量值, 就会把这个纸也记下来,然后外轴把刚刚移到外轴先先外轴 也是一样的,刀子碰到弓箭边上,然后按堵车两指,然后外轴移动到另外一个位置,就是另外一边,然后我们还是 碰上弓箭的话,然后我们还是按堵车燃值,然后这时候我们按坐标设定, 他就会自动计算出那个你刚刚两边分两边的纸,然后自动的把他的终点计算出来,可以看看我们这个其实就是这个指甲,这个纸吹啊,他把他的纸舔到这里了,这个指甲这个纸吹啊,就是这个,这就是进行了一个分钟, 然后一般我们加入中心的话自己走,我们大部分都是默认是零,然后我们的长度基本上是在那个长度不长里面去进行设置的,如果你是一个圆的话, 如果是一个圆的话,我们就可以进行一个三点分三点自动算圆形,就是我,我是一个圆柱,我要找圆形,我是西安。 刀子碰到弓箭都测量直,然后把它移动到另外一个位置,移动到另外一个位置, 然后还是按图测量值,然后再移到圆的第三个位置,这个圆第三个位置, 然后按左侧量值,然后这里也是直接点做一下设定,他就会把这个三点直接把那个计算出来,填到 g 五四里面。如果我要被 g 五五的话,我就在这个 在你按这个系设定之前,就先按那个坐标视野先选中你要的,如果选中九五,然后按坐标设定,他就会把字填到九五五里面。 平面设定的话一般很少用,就是如果是平面设定的话, 可以直接在这里直接按单浅位置,然后这个特性坐标系的话是一般是多轴采用的,我们标准的三轴是不用啊这个的,这就是一个 g 五四的设定, g 五四 g 五五的设定, 嗯,然后我们那个刀补那个刀,刀子对刀的话,我们就是按那个面板的那个就是长度,按刀补按键, 按刀斧按键,然后这就是我们那个刀斧界面的一个,这是可以填长度,这个填半径, 然后一般我们就是把主轴转起来,然后碰到弓箭扇表面,大部分的时候就是按当前位置, 那个二号刀也是一样的移到这里,然后直接按当前位置, 然后半径,半径的话我们就是可以直接输入进去啊,我这个刀的半径是死就直接输死, 然后磨损的话,哎,就是加工过程中如果他出现了有磨损,就把这个磨损纸填进去,长度磨损也是填进去一点零点一思想看是哪家, 哦,我们这个磨损是不是雷加的, 这样子的话我们的那个一个对刀设置基本上就可以完成了, 成以后,然后我们把程序加载以后,然后我们自然就可以按程序启动了,但是基本上我们要系好安全起见,我们一开始要先把系统上的费力求调, 把它打到零,慢慢开始。然后这个是主轴的贝利修条,这个是进给轴的贝利修条,这是快移的贝利修条。依然看这个标识可以看得出来, 看程序建量,这就是我们那个进给修条的费率,快一修条的费率,然后主轴修条的费率。
91xwiang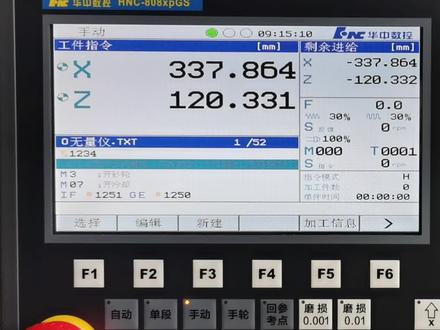 01:47查看AI文稿AI文稿
01:47查看AI文稿AI文稿大家好,今天跟大家讲解一下八零八 xp 系列磨床系统常用的产品对刀方式。磨床产品加工时,砂轮就是用来切割产品的刀具,我们一般都是使用 t 一号刀,因不同车间管理员习惯,常用的产品对刀方式有两种, 第一种是以标准弓箭表面为编程基准所对应的对刀方式,第二种是以弓箭轴心为编程基准所对应的对刀方式。 我们今天讲解使用弓箭表面为编程基准来加工单一台阶面的对刀方式。这一种对刀方式最好使用标准弓箭。首先我们将标准产品安装到设备上并旋转头架,就可以按系统上面的刀捕按键进入到刀捕页面,然后按面板手轮按键开启手轮运行方式, 使用手持盒将砂轮慢慢移动至弓箭的加工编程圆点。当 砂轮刚接触到弓箭出现磨血火花时,我们将光标移动到 t 一号道上面,然后按 f 一 x 试切或字母 x, 系统会显示输入测量值。因为我们是以表面编程基准进行的编程,所以输入零点确认。 此时最好看一眼机床坐标, x 显示的数值是否与 t 一偏置中 x 显示的数值一致,如果一致就说明 x 方向已经完成对刀。同理,我们就可以对 z 方向进行对刀,再按一下 f 二, z 是切或字母 z, 因为当前砂轮就在弓箭编成圆点处,所以就可以直接输入零点确认。此时最好看一眼机床坐标,贼显示的数值是否与 t 一偏置中贼显示的数值一致。 如果一致,那我们使用表面为编程基准来加工单一台阶面的对刀就完成了,下一期我们就讲使用弓箭表面为编程,基准来加工单一台阶面的编程。
 02:39查看AI文稿AI文稿
02:39查看AI文稿AI文稿嗨,大家好,我是小平。呃,上期呢,我发了一期有关华东事故系统的视频,呃,那么有的网友就说呢,华东事故系统在操作起来呢,比较复杂啊,非常的不顺手 啊,那么这种感觉呢,在十几年前呢,我也有这种感觉,那么现在的华东四模系统的八型在操作起来呢,和以前大不相同, 不管是调试还是操作方面都有了很大的改进。通系统八型,他给我的感觉是操作起来非常的方便啊,人家对话呢也非常直接。那我操作完这个华东事故系统八型以后呢,我对华东事故系统的看法也有所改变, 那么今天呢,我就用这个 u 盘和程序之间去传输加工程序为例,来看一下华中事务系统八型在操, 操作起来,看看有多简单,这样能不能改变。就是一些网友对华东试用系统的一些看法。 这是一款华中八零八送物系统,首先支持国货振兴民族工业,现在用 u 盘和系统之间进行加工程序的传输, 插入 u 盘,那么系统呢,就会提示 u 盘已插上,在面板上点击程序按钮,然后点击系统盘,上方显示的就是系统盘里的程序。 假如我要选择四五六这个程序输入到 u 盘,那么将光标移到四五六这个程序上, 然后点击复制,系统就会提示复制成功,请选择目标文件进行 粘贴,然后点击 u 盘,然后点击粘贴,那么这个四五六这个程序呢,就已经粘贴到 u 盘里了,用同样的方法将 u 盘里的二十二号程序传输到系统,那么将光标移到二十二号程序上, 点击复制,系统同样会提示复制成功。呃,将选择目标文件进行粘贴, 点击系统盘,点击粘贴,因为这个系统盘里面已经有这个程序了,所以说呢,这个系统呢,会提示文件要不要替换, 点击确认二十二号文件就粘贴成功,是不是太简单了?说明一下,我不是在给华中速控系统做广告,我只是觉得国产的速控系统 人机对话能做到这样真是太棒了,给华中数控系统点赞,抖音。
566路人 13:26查看AI文稿AI文稿
13:26查看AI文稿AI文稿大家好,我是太阳。首先打开电源总开关, 第二步我们给机床上电,由 off 档打到二档。 第三步启动机床面板,给机床面板上电, 这是我们等待机舱 面板上电 好,我们面板已经启动了,接下来我们把急停按钮顺时针旋转解除 玩锁轮,如果有急停按钮也要顺时针旋转释放我们的急停按钮,打开我们的机舱照明 好,面板已经上电了,我们接下来进行机床的回参考点操作,按下回参考点, 按下一键轴,往那一键轴进行 s 走 歪着,我们进行回参考点的目的就是让我们机场找找到自己的机场坐标器。 接下来我们进行对刀操作,首先按下换刀允许, 由于我们基床上已经有了一把刀,在装我们新的刀具之前,我们要把这把刀先拆出来,开胶之前我们用我们左手托住我们的刀柄, 在用刀口按住释放键就把这把旧刀给拆卸出来了,紧接着放下我们自把要用到的十毫米逆袭刀,同样的背刀之前机床上的卡位跟我们刀顶上的卡 我也要对应的上,那么我们团队对应好的,按住这个按钮,我们刀具这个装好,装置装好之后关注一下,切好我们的刀具, 刀切换好之后,我们先关闭换刀,引起进入手动模式,在对刀之前先把我们的主轴转动起来,进入 mbi 模式, 输入 m 零三 s 一千, 意思就是主轴正转,转速一千,按下输入键 按下自动按下循环启动,这时候我们的主轴就转动一圈, 我们把我们的弓箭移动到我们的刀记周边,按下手动按钮, s 轴移动过来, 按下 s 轴,按下 y 轴, 我们移着轴下来一点,好,我们接下来进入微量进减,按我们操作面板的 增亮,进入手轮模式。 对刀之前我们进入我们的试试,我们由于我们进行的是自动跟踪进入弓箭测量, 首先我们对的是 s 轴,第一个当我们的手轮打到 s 轴, 我们先对弓箭的左边,弓箭慢慢的 移动到刀剂的周边,当我们的刀剂轻轻的碰到弓箭的时候就要停下来, 我们的刀具已经碰到弓箭了,当我们刀具碰到弓箭的时候, 要么会摩擦发出摩擦的声音,要么在这里线我们就飞出弓箭了,线出来就知道了,我们到进行碰到的弓箭,紧接着我们在 s 轴这里 按下记录仪,接下来我们对 s 轴的弓箭右边,我们把我们的一箭头抬起来, 把刀径移到弓箭的右边, 还是怎么放下去,同样的方法,当我们的刀具碰到我们弓箭的时候就要停下来, 这时候发出声音,我们的工刀具已经碰到了弓箭。对完第二边之后,我们要按下记录二,这时候我们的机床就记住了刚才的左边跟右边的两个坐标,按下分钟, 这时候我们的刀技就会进行自动除以二,找到我们的弓箭 s 轴的中心点, 同样的方法,我们进行歪轴对搭, 当我们的刀具轻轻的碰到弓箭的时候就要停下来, 公车已经通, 刀具已经碰到了弓箭, 紧接着我们把我们的光标移动下来,进入歪轴,按下记录仪, 记住歪轴的第一边,接下来我们把一切轴抬起来,进行歪轴的 另外一边的对刀,同样的方法,当我们的刀技碰到弓箭的时候就要停下来, 好,我们道具碰到弓箭了,发出声音, 同样在歪轴的状态下,我们按下记录,二,按下分钟,这时候我们机床就自动 进行了歪轴的分钟操作,接下来我们进行一键轴的操作,按返回键, 把我们的光标移动到一键走,好,我们进入一键走, 把我们的刀具平抬起来,把刀具移动到弓箭的上方,由于是式切法, 我们直接用这把刀具踩一下我们的弓箭,记住是轻轻的踩一下, 好,我们的刀具已经碰到了弓箭的上方了。 紧接着在移接轴的状态下,我们把我们的机床坐标器,实际的机床坐标器移接轴输入到我们的 弓箭坐标系 g 五四之中,我在一键轴的状态下按下当当前位置, 问你是否将弓箭选为当前坐标器原点,我们按 y yes, 这时候我们把基层实际坐标一再走,就输入到我们的基五式弓箭坐标。 接下来我们不要移动我们的刀具, 进入 mdi 模式,激活我们的弓箭坐标器,输入 g 五四, 按下输入键,按下自动键, 按循环启动,这时候我们的弓箭对刀已经完成,对刀完成之后,我们把我们的刀具抬抬起来,进入手动 把一只脚抬起来 加工,我们把我们的神器调用起来, 接下来我们把我们的程序调用起来,按下程序键按下选择,由于我们用的是网线连接,我们打到的,把光标移动到网络连接, 按下确定键,好,这时候我们的数控面板已经连接的电脑,按光标右键 选择我们要加工的神器, 我们选择的是第一个正面零 一 d 零一十毫米的力洗刀,按下端断按下,确定 我们的成绩已经调用了,按下循环启动键,刚开始模拟的时候,我们一下端端在我们机床端端加工的状态下看检验我们刀具是否对刀正确, 这 我们的刀记距离我们的弓箭上表面大约五毫米,而我们的全系也是这个五毫米,一键五 说明我们的对刀没有问题。这时候我们打开我们的冷却液, 冷却要要对准我们的刀具的刀头, 关闭我们的机床的防护门,接下来我们按自动按钮, 很自然自动,接着再继续按下循环启动键,接下来我们 机场救星进行自动加工,关注我,分享更多加工小知识!
1095太阳机加工(老朱) 08:20
08:20 01:10查看AI文稿AI文稿
01:10查看AI文稿AI文稿野茫茫,风吹草低见牛羊,看到没有?出现在你面前了,这就是刀啊,我们一般要用两把十七的扳手,十七的扳手别整错了,这个刀朝哪转,你这个螺帽也朝哪转,永远都是松开,这个时候抬起你坚韧的脚踩上去,然后这个时候 这里插在这里一个扳手。好,你拿这个这个扳手,这个这个小的充好, 十七的对锯锯齿朝哪转,你也朝哪转。好,你,你等着啊,你反了,朝上,你朝上,我朝下,不信这样的你搞不懂。你搞不动,搞不动我换个方向。 啥?卡里没得?卡里就就这样拆的啊?就这样拆的,我搞个搞个套碗套。不用不用,你直接从那你朝下班,我朝上班,然后就生拆了。你换个面吧,从从这这里一个人搞两个人太费劲了。
 15:00
15:00 00:25
00:25



