维宏m代码大全及使用方法

粉丝3.2万获赞17.3万
相关视频
 03:45查看AI文稿AI文稿
03:45查看AI文稿AI文稿现在我给大家讲解一下这个软件的安装啊,我们常规用到的就是微红软件,这个微红五点四九,我先解压开,解压到当前软件, 打开这个,然后双击这个 se 的 t o p, 双击一下,嗯,下一步装 c 盘就行,不用改它啊,下一步,下一步,下一步完成始终安装 点,退出安卓系统,下一步,然后关掉, 然后双击打开这个软件有的时候可以打开,有的时候打不开啊,你看看能能不能打开啊,双击一下看就打不开了,打不开的话我们就需要重新更新一下驱动,如果更新驱动呢? 放到计算机这边,右击设备管理器里面有一个扫描硬件改动, 会出现了一个数控数控设备器,双击打开这个他就已经看吧,右下角已经显示双击一下他就显示安装完成了啊,他会自动安装 win 七的,现在我再打开一下应该就能打开了。 好吧,就打开了吧, win 七版本是自动更新的,如果其他版本就不一定了啊,这样更新完成了,然后我们把主路转速调到最高,下一步我们就把这个蓝色框啊,右边往右拉一拉一点啊,这蓝色框就是一个显示的区域。 首先我给大家讲解一下,就是这个软件安装完以后如何改参数啊,从这个系统参数里面手动低速 常规的啊,五千加工速度高速高速七千空乘七千加工七千。一二三四,前四个打勾,第五个不用管这些,该打勾打勾,然后其他的不用管了,就是一二三四 六七八打勾,其他不用动,最后该打勾他就打勾,不用管他,这个推倒点我们可以改到二十,现在是十吗?改到二十 就是会员点的时候,高度高高两公分点。应用下一步厂商参数需要输入口令,这个密码是多少啊?密码就是左上角这个英文字母 ncstudio, 我输一下 n, c, s, t, u, d, i o 注册进来了,然后我们需要改,把这个负一百五改成负两百, 这个 x 轴一千三,外轴数多输一点两千六。 这个定期参数啊,常规参数我跟你说一下啊,但是每个人厂家的参数不一样,我先跟你说一下,大大大部分参数是零点零幺幺九七九二六,这大部分的参数, 外轴零点零幺幺九七九二六,这轴就是零点零零三一二五,这不用改,这轴最大速度改成两千。应用 好了,这个机器参数就改好了,然后把主轴转速拉到头啊,其他都不用动弹。然后这个禁给速度是控制机器加工快慢的啊,加工过程中可以快或或者慢。然后我们认识一 下这个界面啊,把鼠标放在这个位置,第三条栏我们可以看一下,叫回宫殿原点 后移工件也点 f 七,就是机器不管在任何位置,我如果点 f 七的时候,他就回到你对刀那个位置,然后这个是 f 九,是开始啊,这个有个 f 八是仿真,就是把图导进来时候是仿真一下的。
3295山东数控机械设备厂家郑经理 02:58查看AI文稿AI文稿
02:58查看AI文稿AI文稿下面简单为大家介绍一下我们尾孔系统的一个排样,像我们尾孔自动排样的话,跟博主的话大致是差不多的,我们一样的也是要添加进入零加列表, 然后一样比如输就能输到一百吧,然后这个 但是呢他这个尾红的话,如果他那个牌印的话,他会需要一个我们的一个加密杆啊,不然的话是没有检查到是是他会他,不然的话他是不能使用的。这个我们厂家他会不会一个加密杆,只要插到 usb 比较大, 能把它插到我们的电脑上就行了,这是我们点排压就可以排掉了, 然后连线下面为大家演示一下他这个他这一款啊,这款最新款的六千的话,他的功能同样的功能要强大一点啊,比老款的,嗯,像我们老款的这个哈,比如说我们 我们只需要把它选中啊,只要选中这个图形都不用添加零件,我们直接点这个排样,我们直接点排样,然后进行排样,然后在这里输入个数啊,说比如说输入个数,然后在板子里把它尺寸输对,然后这里测设置一下他的他的这个顶部的间距啊, 如果你有共编就在这里输零啊,如果不不共编你进去就输二啊,就输其他数字就行了。他这个就是最简单的啊, 像这种 像这最新的六片的话,他是增加了很多的功能的,比如说像他这种啊,他我们可以制定一版的尺寸,他一样的, 我们这个他也是可以添加金板材的,然后供边的话跟那边都跟维护那边差不多,但是他这个上面的话可以选择很多的一个 类型啊,就是我们工边类型他就可以在里面直接设置好,然后这排序的话也是可以直接设置好的。 然后还有它可以生成我们的一个鱼料。 像我刚才盘的这个哈,上面这个框他就是他生成的一个鱼料,他这个如果你要的话他可以自动,他可以把把这个直接切割了, 然后这个利用率可以调整了。 地震这些都是跟维护那边一样差不多的,这些都是零件间距,他这个可以设到里面。
 02:58查看AI文稿AI文稿
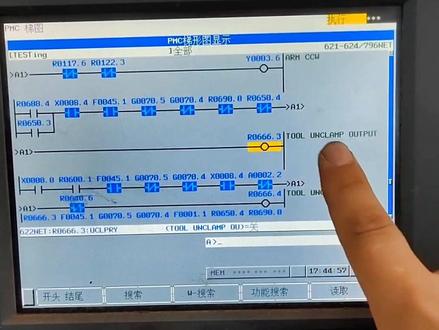
02:58查看AI文稿AI文稿大家好,有朋友问我,他说怎么知道这个 m 大码,那么今天我以四轴四轴的 m 大码来给大家演示一遍, 简单演示一遍吧,也就是说这个基本上可以用这个方法去实验,大家可以去自己去操作一下,我们以四轴的,以四轴的松开加紧为例啊, m 代码为例,我们找到 pmc 维护, 然后信号状态,然后我们直接输入 y 零,直接找这个 y 信号,直接去找他的这个松开加紧,他不是肯定有个电磁阀控制吗?直接找他的输出, 从这个英文的一些提示我们就可以知道这个这个就是四手的一个加紧,那么我我们可以知道他 的地址是 y 三点一,然后我们从听图里边搜索 y 三点一来看听图的逻辑, y 三点一, 这个就是四轴的一个加紧一个线圈嘛,那么他对应的是这个啊,三十三点一,我们要看他的逻辑 啊, w 搜索, w 搜索以后他是怎么我找通的,也就是 我们通过梯形图的逻辑就可以知道,当我们在查看这些逻辑的时候,这里就会告诉我,这里就会提示我们 m 幺零为为加紧, m 幺幺为松开,同理我们再看一下这个主轴的一个松开 加紧,这个该怎么找这个 m 代码,我们同样找到这个 tmc 维护,然后也是找这个 y 信号输出信号吗?这有个主轴的一个松开吗?他是多少 y, 他是 y 零点零,然后我们在清楚里边搜索 y 零点零, y 零点零,然后 w 搜索,然后根据这个听图逻辑,根据听图逻辑我们一步步去 去找这个把刀具松开嘛,然后 a 一,然后去这里 刀具松开嘛?一个刀具松开的一个输出嘛? 然后我再 w 搜索,然后刀具刀具松开输出,然后根据逻辑嘛,根据逻辑去查找 m 八三, m 八三就是当我们输入 m 八三的时候,这个主轴这个气缸就会动作,然后松开道具。以上是今天的分享,希望大家能够喜欢。
794数控设备维修 00:12查看AI文稿AI文稿
00:12查看AI文稿AI文稿激光切割机的维红系统怎么用?看完让你快速上手!
584激光切割机厂家-力星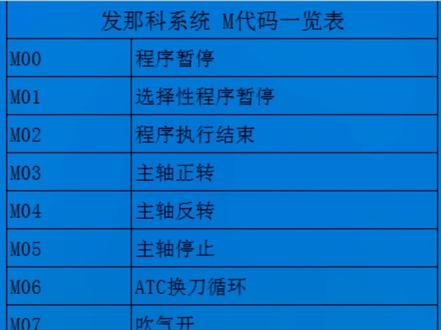 00:12
00:12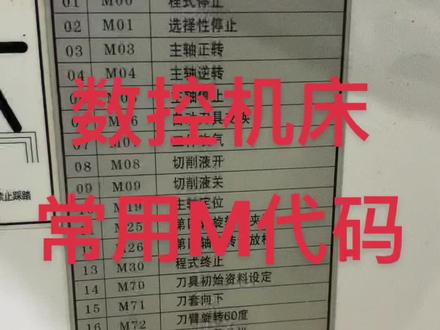 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿集团的这个 m 代码啊,比较全的 m 零零城市暂停啊, m 零零选择性暂停,选择性暂停的话你要配合这个集团上的选择线暂停的这个键去用。在这里啊,还有一个选择停止,对不对?你要配合这个去用啊。 然后呢?其他的,呃,我就你们截个屏吧。啊?这个就是我们集团上大部分啊通用的这个 m 代码啊,这个是法兰克的这个系统的。
772丽驰教育(李校长) 03:55查看AI文稿AI文稿
03:55查看AI文稿AI文稿啊,刚刚这个动作呢,有没有朋友知道是什么个原理啊?这个东西呢?因为我们做的那个气动的家具啊,我们都是走机场里面的那个电磁阀啊, 这样子的话我就不用装开关了,因为之前做手机的情况。呃,那时候呢经常就是说装开关嘛, 经常有一些员工开着开着他就忘记打那个开关了,然后就导致那个气缸撞到那个刀柄什么的, 后来我们全部都接到那个机器里面的有一个电磁阀啊,这电磁阀呢是用 plc 来控制的。呃,跆拳机呢,他有一个标准的那个代码在里面, 总共有两组机,四个代码啊,我们看一下这个代码是什么样的一个代码啊? 提供的一组代码啊,二米幺幺幺二米幺幺二,还有个二米幺幺三,二米幺幺四啊。啊,这个呢是压气缸,然后这个是打开气缸,走完之后就是打开啊,来看一下我的这里面有这个 啊,这是我用的那个组成,是里面带的啊,这是他们三个幺,然后这个是那个四轴开关。 同事走完之后呢,我就按个幺幺幺幺幺二码,然后就这里就打开了啊,这个器单就打开,我们可以直接拿下来这个标记啊,拿下来之后把产品装完, 我们都要放上去,然后直接关门就可以就可以开了啊,就就是这么方便啊,有这种开关的话非常方便。我们看一下后面的那个电池发是怎么样的 啊?就是这这有两股电磁阀啊, 这是其中的一组啊,这个一组,这个一组的话这个可以控制到两组的那个气缸, 我们就靠这个来控制,这样子的话完全可以避免那个员工忘记啊,开那个气缸,那个那个阀门啊,用到这个电磁阀之后呢, 我们就从来没有说那个器官转转到刀柄了,从来没有出现过了。 然后抬平机的话可以看看一下他右边啊,右边的话这边有一个表啊,这里面有写的他其实他最早的时候不是 m 幺幺幺这里的啊,以前是 m 六五六六六六七六八的,现在取消掉了,现在变成 幺幺幺幺幺二幺幺三幺四。看到了啊,其实这个地方都还可以增加的啊, 这个开瓶机呢,他是原本就带来的,我们这个机呢是没有的,没有的情况下呢,我们也做了我们自己加装的啊,这一组呢就是我们找那个机关厂家来装的, 专柜组成员的价格,呃,不到一千块钱,呃,还算可以吧。呃,你们需要的话其实也可以找厂家叫他帮你加装就可以了 啊。大家也看到我这这些机器我都装了那个呃气动的那个电磁阀了啊,这个这几台机是加装的。呃,这几台机是原装的,原装就有的啊。好,这些就分享到这里,感谢大家的支持,再见。
336金迈斯(长安CNC陈工) 07:43查看AI文稿AI文稿
07:43查看AI文稿AI文稿下面为大家介绍一下我们的一个弓箭坐标和一个停靠点的一个应用。 就当我们的一个参数,参数设置成功之后,我们开始切割之前,就需要在我们的确定下,我们的一个切割位置就是我们的一个图形在板子上的位置。 如果说单靠我们的一个工这个机床的一个坐标的话,他是他就需要我们把我们的一个图形位置啊和或者说我们的一个板材位置都有要求会比较严格,很麻烦,那是不现实的。所以呢我们就引入了我们的一个弓箭,一个一个叫什么弓箭坐标系, 然后他弓箭坐标系的话,他是一个活动的坐标系,我们只需要定位他的一个嗯空一个那个 中间零点就行了。也就是说我们的一个参,一个参照点,就靠着我们的一个参照点来定位的我们的一个图形,像我们的一个参照点的话,他就是我们的一个这样的一个图标, 然后我们这个红色的叉,哈红色的叉他就是我们的一个嗯,机床来我们的一个切割头的位置,他一般的话在我们的 嗯打开激光器的时候,他有一个红光啊,就是我们的一个红光位置,然后我们这个弓箭之灵的话,就是把我们的这个嗯,把我们的弓箭弓箭零点啊定位到我们的一个嗯切个头的位置这里 啊,像我们这个浮动坐标系的话,我们只需要点走边框或者是空走啊,或者是开始加工之类的,他就会自动的,自动的,然后设置我们的一个空间零点就可以 设置到我们的七个头的位置,这个边框啊,他就会自动自动定位到我们刚才的这个位置, 这个就已经重合了,因为这个没有在啊机床上进行一个演示,所以说看的比较抽象。 然后像这个的话,刚才他走的边框是一整个,这就是我因为我们没有点,我们只选择加工图形这个, 像我们平时的话都是要把这个直选中加工图形点上,不然的话他就默认加入我们这个基本上的所有图形。 像这个然后我们的那个空间零点的位置,他是就是通过我们的一个停靠点来进行我们的一个快速选择, 他有我们的相对位置来说,他就可以有这个左上上右下,左下右下这些。 我们大部分情况来说啊,一般是选择左下跟右下进行的一个切割,因为,嗯,我们的板的板材的话,大部分都是我们的一个,嗯,都是我们的一个矩形的板材,因为左下跟右下的话,这边框也比较好看一点。 然后如果说啊,如果说我们要切一个这一个弓箭的话,哈,你看他的弓箭零点在这里我们就需要拖动 拖动这个图形,拖到他左下方来选择他的一个这个好像拖到这些就是他的左下方往左下方拖,拖到他这个完全贴合为止。如果是我们那个停靠点选右下就往右下面拖,然后 把它框中点中这个指加工,选中图形就可以进行到一个快速去。当然我们也可以用我们的一个通过鼠标来指定我们的一个指定我们的一个弓箭零点, 这个都可以随便指定,但是这种情况用的比较少啊,一般的话我的话一般就调试参数的时候用一下 这个改回去吧,这个也根据个人情况,个人的那个一个操作习惯来进行我们的一个设置, 然后像我们这个坐标系的话,那就里面就比较多了,我们一般的话是选择一个浮动坐标系,浮动坐标就刚才说的哈,我们是自动设置我们的一个空间零点, 他这个弓箭零点的话,他是根据我们一个切开头的位置来进行一个随机变动的一个浮动的。如果我们用弓箭坐标系的话,他的弓箭零点的话是需要进行一个单独设置, 就是比如设置当心为零点过后啊,无论你那个主道理,他这个他这个攻击零点就会永远不动, 除非你下一次进行一个设置,比如说我们只切个这一个啊,我们可以切,切完了过后我们的这个激光头不用动啊,我们比如说我们选中任何图形,他就会在相应的位置进行一个切割, 这个也相当来说比较抽象吧,这个因为毕竟没在机场上进行我们一个演示, 这个也是跟 一个习惯吧,一般来说我们就用一个浮动坐标器,我们基本上就能满足我们的一个七个需求了,因为他是最方便最比较方便的,我们基本上是走就是切到哪里就切哪里, 然后的话又有时候我们切的时候中途会断了,比如说我们有什么报警啊之类的,然后断了之后我们就需要找到我们的一个弓箭回零,这回零就是我们的一个弓箭零点,就是 就是把我们的这个进行一个弓箭会, 只要我们那个弓箭零点没动啊,或者说我们的一个板材没动,我们其实中间无论有什么异常情况都是 都是可以的。比如说我们像这种我们要加工这个,我们只需要运行到这个位置,定位到这里就就就行了。 如果说我们板材或者是我们的一个空间零点,有时候我们会误操作啊,点到我们的一个开始过后,然后他这个博主的话,他这里有一个,嗯, 他这里有一个记忆零点,可以啊,就是返回上一个关键零点,这个是比较实用的。 像我们的一个微红系统的话,他的那个操作的话跟我们那边不一样的地方,就是比如说我们选中哪个图形,他这个空间零点就会自动跑大理,他不需要 是我们去拖动我们的一个图形,然后他这个差,也就是我们的激光头位置嘛,然后他就会自动自动过去, 比如说我们要加工这个他就到这里来,当然我们要选中这个加工选中才可以,就不需要去拖动我们的图形,去一个左下还是右下, 然后他的那个一个停靠点的一个设置的话也是一样的, 选择停靠脸上这个位置一样的, 然后我们这里就是自动应用请客点,如果把自动应用点关了啊,然后他这个这个手动弓箭之灵, 那就相当于是我们的一个鼠标指定,鼠标指定我们的一个位置,然后他这个的话是没有那个我们的一个机灵点和一个空间做个系的。
 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿下这微红系统的怎么操作的?开机的话先回原点,这里点一下原点,这个点全部回原点, 回完原点之后就是对刀的操作,点这个高级点等号,然后选择四个道具选择,全部选择自动,然后一键对刀, 完刀之后就是可以调那个弓箭的坐标,还是点高级坐标管理,把这个 g 五四,把这个把今天跟大家讲一下这微红系统的怎么。
105鑫海源智能生产线 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿今天跟大家讲一下这个微红系统的怎么操作的?开机的话先回原点,这里点一下原点,这个点全部回原点, 回完原点之后就是对刀的操作,点这个高级点等号,然后选择四个刀具选择全部选择自动,然后一键对刀, 完刀之后就是可以调那个弓箭的坐标,还是点高级坐标管理,把这个 g 五四,把这个。
247小龙木工机械维修改装








猜你喜欢
- 2241程序员鱼皮