
粉丝23.3万获赞67.4万
相关视频
 06:14
06:14 07:16查看AI文稿AI文稿
07:16查看AI文稿AI文稿在我们啊,特别是我们的五金模具设计当中啊,呃,我们会有一个这样的一个很多产品会有这样的产品呢,我们叫什么拍屏,我们叫这种拍屏的这种结构,看到没有?就是说 很多时候呢,他都会有这种拍屏的结构啊,在我们的小五,特别是小五机里面,可能说我们的汽车零件呢不多啊,因为在汽车里面这种属于包边膜啊,他属于包边膜了啊,他就不属于一个产品,他属于包边, 那这样的东西呢?我们在处理工艺的时候呢,我们会有两种处理工艺的方法,这个在我们的工艺班啊,在我们的工艺班有给大家讲解过什么两种呢?一种就是这种, 比如说啊,用用这种啊压平键的展开方法就是卷,类似于这种卷圆压平键的就是这样的,在展开的时候呢,他是用 l, 我们呀 l 等于 a 加 b, 比如说用 a 段吧,用我们的 a 段跟 b 段加起来, 然后再加一个一点五七乘一个 t, t 是带毛的料厚,你就能得到这样的一个长度,你就能得到一个这种你展开的长度吗?因为你首先要展开吗?对不对?那还有一种呢,是我们他是用我们的侧压成型的时候展开侧压成型是这样的 一样的啊,看他的展开长度是这样的, a 减去一个调后,加上 b 减去一个调后,然后呢?再加上一个四 kk 是什么呢? k 就是我们的展开系数,零点四个 t 啊,就是你的 k 啊,就是你的一个展开系数,零点四个 t 嘛,就是呃,一个 k 的一个展开系数啊,在这里,然后呢, 那么这种这两种什么区别呢?首先因为在结构上面一个呢,是从上往下啊,就是这样的一个呢,是从这样从上啊,从这种从上往下的这种类似我们卷烟这里啊,类似于这个给大家看一下,就说一个呢, 是这样的从上压吗?就是从上往下往下这样去压,看到没有这样的结构。一个呢类似于我们这种侧推,就是从侧面啊,从侧面这样推过去,因为他运用,因为他是运用了两种不同的结构,所以说在展开的时候呢,他的展开的长度啊, 展开的长度他是会有一定的一个公,就是他的展开公式,他是会不一样的。那么我们闪到这里,我们顺便再讲一下,其实在我们公益班里面啊,这个在公益班会教的啊,在公益班里面 有这种反叫反折吗?反折的一个通常有两种,一种做,一种是我们的推边啊,推死的边设计,一种是我们压边的死的设计。那我们看一下什么时候情况下用我们的啊?推死边主要是用于哪里?压死边主要是用哪里?首先第一个对于我们为什么会有推死侧推的这种 推死边呢?推死边就是折弯边较高的时候,就是你的折弯边呢,很高比较高。那么一字做压,一字做压死的话较困难,就是说你折弯边太高了啊,就说你这个折弯边太高啊,折弯边太高吗?这个这个这个就是说, 就是说,比如说我这个高,这个边太高了,太高的话,那我这个地方这个零件这个地方就会很高,那你的这个还有就是你的那个 怕结构,就知道啊,这跟结构是有关系的,那你的结,那我结构里面的拖拉板这个行程,因为我首先会很高的一个行程会很高啊,这是一个, 就说我们太高了的话,我们是不会去用我们的这种就会用我们的侧做我们的侧推边啊,就是太高的边我们会用侧推边,因为一致做压边死的话比较困难呀,就在侧压边上面有凸啊,有那个突出的,呃,部分或者无法做死边,就是说我的, 就是说我这个产品上面啊,我的这个产品上面,他可能这个地方有包包吗?就是可能有有有,这里这里有个包。举个例子啊,这里有个包有包的话,如果我从正面往下压的话,那我是不是要先经过这个包, 那我这个包不就被你打掉了吗?但是我用侧面的话,我会从这个地方推啊,怎么样?我从这个地方把它,我从这个地方把它推推推推过去,那我就可以避开了这个包。理解啊,所以说对于推死边就是我们做推死的推死边这种设计啊,在在这个一二情况下, 那我们看一下在我们的压死边,压死边呢,我们可以适用于啊,这里第一呢折弯边高度在一十五毫米以下就尽量啊,在一十五毫米以下的一个折弯边的直边,折边可以可做一次压边处理 啊,可以做一次压边处理,但是呢,如果大约一十五毫米就是这个高度啊,就这个高度啊,如果他大约了十五毫米,我们优先 选用先压四十五度。什么意思呢?先压四十五度,在我们这一样的嘛,就这样的,就是你先把它做这个四十五度啊,先做这种四十五度的压边,做完四十五度以后我们再来进行压,那他的高度就降矮了嘛,理解吗? 是不是?我本来如果说我很长对不对?那我把它做到四十五度,我就我就变成这个样子了,那你整个高度,这个整个高度是已经被你降下来了,那我再再压平的时候就不用,就不会有这么高了,这个地方就不会有这么高啊,这是一个 第二个对于类型啊,对于我们的类型二和三只能选择只能选择压边的处理。 什么意思呢?就是有些外观键啊,有些外观键在工序允许的条件下,尽可能选择先压四十五度后再压边,就是特别我们一些外观键啊,他的一些要求啊,或者一些因为外观键的要求的尺寸是比较严格的,那么我们尽量选择就是 压两次啊,就在压用用我们的压死边的时候,尽量做两次,先压四十五度,为什么呢?因为先压四十五度比你一次性压啊,就是先压四十五度,然后比你这样一次性这样压啊,一个九十度,然后直接压过来的话,他的尺寸更加容易保证了,更加容易保证稳定 呀。还有这个就是在连续膜当中呢,我们压死边的也尽量选择先压四十五度后,再压后再压边。所以说对于我们这种拍屏的结构来说,我们其实更多会选用尽量啊,更多会选用这种正的, 这种,这种压平式的这种结构。而压平式的结构里面呢,我们工艺呢,尽量选择三步,就是一步、两步,三步,听清楚啊,这就说对于我们工艺在这个地方的一个分析,就是在就是说,哎,什么时候情况下面我们用这种呃转这种压平键的一种展开方式,什么情况下我们用这种侧 压平间的一个展开方展开方式?还有就是他在他的一个呃,就是工艺吗?我们说的工艺尽量选用我们的三道工艺啊,尽量选用我们的,比如说九十度 啊,四十五度再打这种啊,打完九十度再打这个,再打这个,尽量选择这种,除非说你是没有办法,因为有的时候啊,我们的工序里面不够啊,就是工序不够的情况下,那我只能选择啊,我只能选择一步,只能选择就是打个四十九度 啊,打上九十度直接选择我们的啊排平。但是这个地方也说了,呃,尽量啊,尽量在十五个毫米下的直边,我们可以一次做压死啊,如果大于十五的话,我们还是要考虑明白没有?这是说 首先我们先了解一下啊,这里,因为我们在展开的时候我们会发现吗?展开有两种公式,虽然都是一样的形状,但是它展开的公式跟你的 结构会有,就是你的结构不同,你的展开的公式他是会有所不同的,你看没有?为什么呢啊?因为你这样的成型跟你这样侧面的成型,他的一个材料的一个走向吗?材料的一个这种走向, 我们说材料会有拉动吗?会有延展性吗?对不对?那么他这样的一个侧面成型跟一个从上往下成型,他的材料的延展性,拉伸的这种延展性他是不一样的,所以说他两者两者的展开 的长度是会不一样的,好吧?啊?我们这是,这是这里提供了两个公式,大家可以参考这个公式去进行展开啊,这是第一个。
 02:38查看AI文稿AI文稿
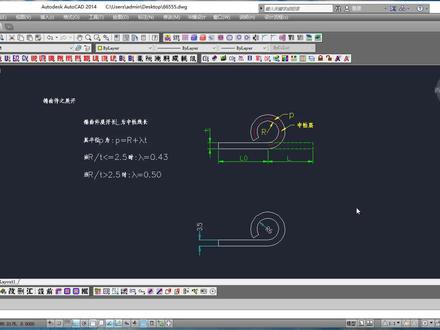
02:38查看AI文稿AI文稿大家好,今天我们来讲一下这个卷圆键展开啊,这种卷圆的展开,卷圆展开呢,它的 lv 就是这个中性层的一个长度啊,它的 l 值 等于 l 零加上,对吧?等于说 l 零加上一个 l, 他的 l 值呢,就是这个中性层的值啊,就是这个圆弧的长度,等下我们来展开。呃,这个圆弧的这个 p 是怎么得来的呢?半径 p 为 就是等于 r 加上这个系数,乘以 t 啊,乘以六后就是。然后我们来看一下啊,他这个底下底下呢有两个条件, 当 r 分之 t 小于等于两点五十,这个系数呢是等于零点四三的。当 r 分之 t t 大于两点五十,他的系数是零点五的啊,那我们来看这个例子,看这个例子啊,呃,首先我们看一下他的 r 角呢是 r 六的,然后六后是三点五的,六后是三点五,然后我们来看一下他满足哪一个条件? r 分之 t c a l r 分之 t 六除以三点五 等于一点七一,他是小于两点五的,所以呢,他满足这个零点四三的系数,所以呢,我们把 cl 零点四三乘以他的料后三点五。 呃,他这个值呢就等于一点五,是吧?一点五加上 r 是六六加上一点五就是七点五, 也就是七点五的半径, p 值是七点五啊,以这个圆心七点五的半径输进去, 然后呢这边的长度跟这边切断,然后这边的长度用这边切断,这个呢就是我们的一个展开之后的一个长度, 然后我们展开呃,量一下,要测量这个圆弧 li 去测量这个圆弧的这个长度,他的长度呢是三十九点四八,也就是三十九点五, 我们直接在这边断点的地方拉出来。三十九点五啊,三点五是吧? 这个黄色的部分就是我们 l 的部分,也就是我们展开的部分啊,这个就是我们卷圆的一个展开, 如果说你满足底下的这个条件,就用这个底下的系数去乘以这个料后,好吧,这就是我们卷圆的一个展开啊。学习更多五金冲压模具知识及飞镖自动化知识请关注我。
138环球机械















