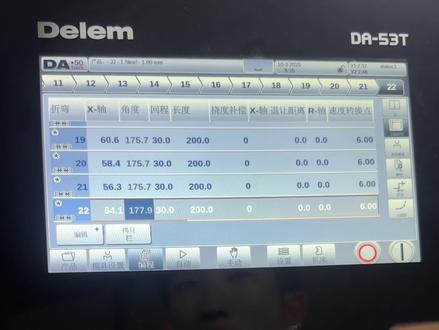
53t折弯机折圆弧脚不用松开怎么调
d a 五三,然后变成第一步解锁二五七八九,确定点产品, 然后点新程序,然后给你产品的名称,就是图纸的名称。 产品描述,然后 角度编程。选择这个是一个是歪轴位置,一个是 a, a 是代表角度,歪轴位置是你歪轴下来的到哪个点 停的位置。一般我们是选择 a, 然后往后一毫米, 好,我就输一点二毫米。然后材料这边有普通的铁板,第一个,然后不锈钢,镀锌板和铝板四种材料在里面。 好,我选择铁板。然后模具选择,呃,先点接受,然后模具选择, 选择模具,选择下模模具,然后编程。然后 我们需要折大洋湖的话,这附近不是有一个大洋湖,然后我们点大洋湖,然后折完洋湖,洋湖第一个我们要死人。第二个角度, 比如说我要折九十度,圆弧折完之后成一个九十度,然后折完板镜,呃,角度那个圆弧半径比如二十, 折弯数量等于说十一刀。好,我们点接受, 他会自动显示出来十二道,然后 后每刀的角度他这里都有。然后我们主要是修改他的位置。 五三,他跟六六不一样,他有一个起点位置,我们要告诉他,比如说他的起点位置是两百,看到没有,他所有的后面的位置会跟着一起变,他的结束的位置是一百六十八点六。 首先你要告诉他一个位置好,这已经完了,变好了。然后点自动,然后选择第一刀,然后按进行角度,如果说你输出来九十度,因为你折出来整个的角度是 九十度,他现在折出来大于九十度,比如说他整个的角度是一百三十度,然后大了,比九十度大了四十度。然后用这四十度 记除以十二,每刀要校正多少度。比如说按四十度除以十二,每刀大概三点几度。比如说我现在负个三度,他每刀会负个三度。看到没有?这个是根据, 然后折弯这样去校正角度的。如果小了,我们就加好吧。

粉丝3946获赞6872
相关视频
 00:43查看AI文稿AI文稿
00:43查看AI文稿AI文稿五三 t 的大圆弧折弯功能你们会吗?今天呢,我们以这个空间来举例啊,三十角度为九十度,板厚一毫米。首先我们点大圆弧,把失效改为使能角度九十度半径,我们啊,三十减半个板厚,也就是二十九点五, 再把折弯段数我们给个二十一刀吧,再把这个也改为使能接受,那么这二十一刀就帮我们编好了点自动保存。那么现在呢,他就会根据自己计算的建筑一步一步往前推进。 那么这招你学会了吗?我是渣渣辉,感谢各位支持!
577吒吒辉 11:56
11:56 01:26查看AI文稿AI文稿
01:26查看AI文稿AI文稿下面为大家讲一下这个荷兰 dnam 五三 t 系统,大圆弧折弯,呃,五三 t 这款系统,首先你要比如说解开密码,二五七八九,输入密码,然后点击一个产品啊,点击新程序,然后办理所需要的产品秘密,比如说我们是一个产品秘密, 推进去以后,你要这个角度变成一呃玩足位置,一般都用,哎,就是说角度之外,然后材料我们都用的是一号,呃,反后的话我们可以输给一点五,哎,一点五,然后点接受啊,然后选择模具,呃,选择上午,比如说我们选择一号 啊项目,然后选择项目,项目我们也选择一号,然后点编程,点编程,然后这边的话右下角有个大圆胡子弯,然后点 下那个大圆弧,点一个死人角度,圆弧的就是代表你要在弯的圆弧的角度,比如说我们要这个圆弧九十度,然后半径圆弧的半径,比如说是四十,我们需要四十折弯数量,比如说我们变个十一刀, 然后点接受,大家看一下他现在就是说系统算出来的是总共是十二刀,然后如果说你做出来的角度,每一刀,比如说比原来做出来的角度相差三十度,那么我们就拿三十度乘以这十二刀, 每一度里面有误差,给他顺序进去就行了啊,这就是呃五三体大圆孔之外,关注老涛,每天给你们带来不一样的钣金知识。
318微道智能二手钣金终身售后 05:01
05:01 01:19查看AI文稿AI文稿
01:19查看AI文稿AI文稿一五六五五五七七零零一大圆弧半径、角度,无糖都输完了,比方说折十次确定生成大圆弧程序生,生成以后, 比方说你角度,呃,你压了五刀,你压了五刀的时候,他压了七刀的时候,你已经达到九十度了,对吧?然后你把,就是就是你每一刀都压的太深了吗?在这个角度补偿这里或者加四度。 比方说加四度,然后改了第一步以后就改第一步,改了第一步以后点更多,再点大圆弧,再生成一次大圆弧,这样的话他每一步都加了四度了,那,那多了是不是要减?如果说你压到六刀,他已经达到九十度了, 是加。如果说你压完十刀还不是九十度,那你就是减,但你改的话,你要改到到第一步的时候,第一步那里去改,然后呢?你压了十刀以后,他还没到九十度,那你就是减两度,或者减三度, 剪两度,然后再点更多高级大圆弧重新生成一下,然后他每一步都是剪两度。
 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿大家早上好,上次老头给大家讲的是圆弧的,冰城老头给大家实际简单的操作一下圆弧的图案,大家看一下啊,我们知道半径是事实,然后冰结的是系统是十一刀, 我们现在走弯的是一个九十度的圆弧,如如果说这个圆弧的角度现在是九十五度,相差五度,那么我们就难以这个五度处于一个呃十一刀,然后把它在每一刀里面梳一下,呃,他就下面就循环的再把这个角度补上去, 所以说这种五三七的简单的两种示范方式,大家看一下,关注老头,每天给你们带来不一样的钣金知识。
232微道智能二手钣金终身售后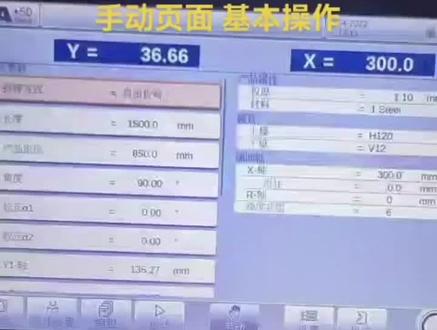 13:37查看AI文稿AI文稿
13:37查看AI文稿AI文稿dna 五三手动页面常规基本操作 第一步,选择折弯方式,方式有四种,通常我们种的最多的是自由折弯。好,我们选择自由折弯。 有人不理解什么叫自由的话,就是愿意改变角度, 根据魔镜配置随便改变角度,这叫自由,走吧, 好。第二步, 长度,长度是你板料的长度,比如说你要折的板料的长度是多少?两米或者三米,根据你设备的长度来定,两米,我就说两米。 修改完之后,产品定位这个地方一般是用在六加一上面,如果说你不是六加一 这个东西,你可以不用管他,我们进入下一步输入角度,比如说你要求折多少度,九十度,那我们就输九十度, 确定校证 a 一和校证 a 二是你角度,校证就像书,九十度折出来的实际角度是多少, 比如说我输入九十折出来是九十一,那就整体减一度负一, 他这个负一你下载 ae 的时候, a 二会跟着同时会变。 如果说你想校正单边,比如说九九十度,歪一那边是九十,歪二那边是九十一,那我想改歪二,不想改歪一,那我们可以把歪一清明。 y 二在负一看到没有这个数字,歪轴的数字会跟着变确定, 然后这个挖一杠轴和挖二杠轴这个后面的数字是他 歪着下来到这个点的这个位置是多少?是这个数字从哪里看呢?从我们的右上角这个地方看,我们竖完之后 运行踩下来,比如一百三十五点二六, y 一 y 二,一百三十五点三五,我们这个位置会显示 y 一走到一百三十五点二六, y 二走到一百三十五点三五,这是他 下十点,这个到了位置停,速度转换点是他变慢速的一个点,就是滑快。 打个比方,这个地方现在我系统显示的是三十六的位置,差不多这里很明显可以看到。 比如说我输过五十,你说他下来五十是不是赶快点?输过五十的话,他会下来到五十的位置,然后变慢速往下降,或者是输一百到一百的位置变慢速往下走。通常 速度转化点会自己计算,不用我们认为去修改, 如果说你想去修改他的话也是可以的,但是他的速度转换点不能大于这个下死点,不然的话你踩下的时候他会直接压到你模具 围城是他踩下去起来的高度。比如说我到下十点起来二十,那我会整数输二十,如果说你想起来一百,我就输一百, 因为有的人他想拿料子出来,根据你的料的档边来算,如果档边大,你把开口打大一点, 现在是九十,然后灯位是自动计算的,不用你去修改速度保压时间, 这个是也是自动计算,也不要你人为去锈钢,但是你是不锈钢的话,人为就自己去加一点,或者是让他自动计算也行。邂逅是他的邂逅距离,什么叫邂逅距离呢? 是他踩下来压到你板料之后抬起来,然后再回踩的一个高度,比如说他现在是零点零六,他压到了 一百三十五点二六,就是我歪轴的位置,到一百三十五点二六了之后,然后他会起来六十点于标志回到一百三十五点二的时候突然加速向上, 这是他的这一个速度,像折大板的人可能会用上,用得上 大板,我们会有的人会加那个踢走,就是带翻卷 人为去把它推着的话,就是说如果说像这个地方,我们歇后距离改长一点,也是可以慢慢的让他倒下来,但是如果歇后距离短的话,他突然加速向上大把会突然往 下一个力,这个力如果不卸掉,有时候可能会产生一些安全事故。薄速度,这个速度 是我们这个恭敬的速度,通常他是自动计算的,不要我们人们去修改, 你也可以修改,但是他有里面内部参数,会设定最大是多少, 现在这台最大是十二,这个速度也是内部设定的最大值是多少,他也是十二,这个是自动计算的,不用人为修。修改他你 可以改小,但是不能改大,因为内部已经设死了,你改小你改成一也行,或者改成零点一也行,但是这个速度很慢,可能有时候你用的时候才知道, 然后这边有一个等待撤回, 等待撤回是什么呢?通常这个功能在自动里面用的上,在手动页面基本上不用它,这里就不讲解了,今天只讲手动页面。 好板厚,板厚是你现在要折的那个板的材料的厚度, 比如说一点零,我的一点二,一点五,你说一我就收一, 你输了之后,你看没有,他会自动计算的位置都会跟着变,你看外头的位置,因为他你的厚度不一样,他可能计算的位置不一样,速度转化点那东西他都会跟着变。灯位、泄赫距离,还有绕路不长,都是自动计算的。 然后材料你看啊,现在一个货的破度,然后下次点位置一三五点四, 然后压力是十五点一,如果说我改的不锈钢的话,他的压力会更大,然后下次点的位置也会更加大, 看到没有,这是一点零的不锈钢,然后压力他变成二十四点三,线刻距离他也跟着加大。 如果说你是铁板,那你就用铁板, 然后上膜和下膜选择磨具裤,我们点它,你里面哪一个?上膜是你现在 上面装的这个上模是哪一个,你就选择哪一个,比如我现在是一百二下模,同样上面装的是哪一个,就选择 打一个,比如说为十二好 x 轴是什么呢?是你货档量的一个位置,就是你的档边,比如说你十或者二十,二十的档边在二十的位置只有一万,你就说二十 好,输入二十 t 让是什么?通常这机子行的时候可能会用上,这个先不讲解的时间太长了, 这样一般不用你去管。如果说你有飞镖的弓箭,可能会用得上机制型,通常机 这些会用得上二轴零。二轴是什么呢?是你货档量后面的定位的档量,比如说往前往后是 x, 但是货档量还有上升和下降, 上升下降的时候这位为二轴零位,基本上是跟你现在的模具是平的,出零的时候 他这正好跟下模一样平,那个时候你的档,你的档次会挡到你的板料,然后老度补偿, 劳动补偿是你的机械补偿。如果说你折弯的时候中间的角度大,这个时候你会自己去流维修改 或者自动计算,因为自动计算他是有误差,但是这个误差会有一个范围,比如说我两头九十度,他自动计算出来了之后,中间可能会在九十一度 或者九十度半,或者最大也最多会超到九十二度左右,尤为去修改这个修改怎么修改呢?一度,比如说这九十度中间大了两度的情况下,我怎么修改?像这个胃口 这个微也是十二,一度是多少了?我的脑部是补偿,那就是六,那我的朝那就根据朝口的一半,比如说我现在是六折出来,中间大了两度,那我就要加十二,那就是十八。 但是带梅花是可以运行的,因为我现在是自动计算的,如果说老路补偿不带自动计算的话, 他就不会带梅花。你修改他的时候,如果说他是在自动计算的,你修改他他是会带梅花的,但是也可以用 通常这个地方计算出来的,不会差这么多。好,现在按点运行 爆炸料到二十的位置, 二手菱位跟模具一样品。 好,我们踩一下。
 09:13查看AI文稿AI文稿
09:13查看AI文稿AI文稿d a 五三手动页面常规基本操作第一步,选择折弯方式,方式有四种,通常我们用的最多的是自由折弯好,我们选择自由折弯。 有人不理解什么叫自由折瓦,就是愿意改变角度,根据模具配置随便改变角度,这叫自由折瓦 好。第二步,长度,长度是你把料的长度,比如说你要折的把料的长度是多少?两米或者三米,根据你设备的长度来定,两米我就输两米。 修改完之后,产品定位这个地方一般是用在六加一上面,如果说你不是六加一这个东西,你可以不用管它,我们进入下一步输入角度,比如说你要求只有多少度?九十度,那我们就输入九十度,确定 下正 a 一和下正 a 二是你角度,下正就像输九十度折出来的实际角度是多少,比如说我输入九十,折出来是九十一,那就整体减一度负一, 他这个负一,你校正 a 一的时候, a 二会跟着同时会变。如果说你想校正单边,比如说九九十度, y 一那边是九十, y 二那边是九十一,那我想改 y 二,不想改 y 一,那我们可以把 y 一清明, y 二改负一,看到没有这个数字, y 轴的数字会跟着变,确定,然后这个 y 一杠轴和 y 二杠轴,这个后面的数字是他 歪着下来到这个点的这个位置是多少?是这个数字从哪里看呢?从我们的右上角这个地方看,我们竖完之后 运行踩下来,比如一百三十五点二六万一万二,一百三十五点三五,我们这个位置会显示万一走到一百三十五点二六万二,走到一百三十五点三五,这是他的下实点,就说到了位置停。速度转换点是他变慢速的一个点, 就是滑块。打个比方,这个地方现在我系统显示的是三十六的位置,差不多这里很明显可以看到。 比如说我输过五十,等着他下来五十速度转换点,输过五十的话,他会下来到五十的位置,然后变慢速往下降,或者是输一百到一百的位置变慢速往下走。通常速度转换点 可以自己计算,不用我们认为去修改,如果说你想去修改他的话也是可以的,但是他的速度转换点不能大于这个下死点,不然的话你踩下的时候他会直接压到你模具 围城是他踩下去起来的高度,比如说我到下十点起来二十,那我会整数出二十,如果说你想起来一百,我就输一百,因为有的人他想拿料子出来,根据你的料的挡边来算,如果挡边大,你把开给我打大一点, 现在是九十,然后灯位是自动计算的,不用你去接收杆速度保压实践 这个是也是自动计算,也不要你人为去修改,但是你是不锈钢的话,人为就自己去加一点,或者是让他自动计算也行。邂逅是他的邂逅距离,什么叫邂逅距离呢? 是他踩下来压到你把尿之后抬起来,然后再回沉的一个高度,比如说他现在的零点零六,他压到了一百三十五点二六,就是我歪轴的位置,到一百三十五点二六了之后,然后他会起来六十点标志回到一百三十五点二的时候突然加速向上, 这是他的这个速度,像这个大版的人可能会用上,用的上 大阪,我们会有的人会加那个七轴,就是带翻卷轮围去把他推走的话,就说如果说像这个地方,我们线和距离改长一点,也是可以慢慢的让他倒下来。但是如果线和距离短的话,他突然加速向上,大阪会突然往下 一个力,这个力如果不卸掉,有时候可能会产生一些安全事故。好速度,这个速度是我们这个恭敬的速度,通常他是自动计算的,不要我们认为去修改, 你也可以修改,但是他有里面内部参数,会设定最大是多少,现在这台最大是十二限额,速度也是内部设定的最大值是多少,他也是十二,这个是自动计算的,不用人为去修改。他 你可以改小,但是不能改大,因为内部已经受死了,你改小你改成一也行,或者改成零点一也行,但是这个速度很慢,可能有时候你用的时候才知道,然后这边有一个等待撤回, 等待撤回是什么呢?通常这个功能在自动里面用的上,在手动页面基本上不用,他这里就不讲解了,今天只讲手动页面。 好板厚,板厚是你现在要折的那个板的材料的厚度,比如说一点零或者一点二,一点五,比如说一我就收一, 你输了之后看见没有,他会自动计算的位置都会跟着变,你要歪着的位置,因为他你的厚度不一样,他可能计算的位置不一样,速度转化点那东西他都会跟着变,吨位, 卸合距离,还有角度不长,都是自动机上的,然后材料你看啊,现在一个货的货度,然后下次点位置一三五点四,然后压力值十五点一。如果说我改的不锈钢的话,他的压力会更大,然后下次点的位置也会跟着加大, 看到没有?这是一点零的不锈钢,然后压力他变成二十四点三,卸合距离他也跟着加大。如果说你是铁板,那你就用铁板, 然后上模和下模,选择模具库,我们点它,你里面哪一个上模是你现在上面装的,这个上模是哪一个你就选择哪一个。比如我现在是一百二下模,同样上面装 是哪一个就选择哪一个。比如说 v 十二好 x 轴是什么呢?是你获档量的一个位置,就是你的档变,比如你十或者二十,二十的档变在二十的位置走一万,你就说二十 好,输入二十。退让是什么?通常就机制型的时候可能会用上,这个先不讲解的,时间太长了,退让一般不用你去管。如果说你有飞镖的弓箭,可能会用的上机制型, 通常 g 字型会用得上二轴零二轴是什么呢?是你后挡掉,后面的定位的挡掉,比如说往前往后是 x, 但是后挡掉还有上升和下降,上升下降的时候这位为二轴零位,基本上是 你现在的模具是平的,出泥的时候他这正好跟橡膜一样平,那个时候你的挡,你的挡子会挡到你的板料,然后网络补偿, 老度补偿是你的机械补偿。如果说你折弯的时候中间的角度大,你这个时候你会自己去轮回修改或者自动计算,因为自动计算他是有误差,但是这个误差会有一个范围,比如说我两头九十度,他自动计算出来了之后,中间可能会在九十一度 或者九十度半,或者最大也最多会超到九十二度左右,用尾去修改。这个修改怎么修改呢?移动, 比如说这九十度中间大了两度的情况下,我怎么修改像这个微口,这个微原是十二一度是多少呢?我的老婆是补偿,那就是六,那我的朝那就根据朝口的一半,比如说我现在是六,追出来中间大了两度,那我就要 加十二,那就是十八。但是带梅花是可以运行的,因为我现在是自动计算的,如果说老杜补偿不带自动计算的话,他就不会带梅花。你修改他的时候,如果说他是在自动计算的,你修改他他是会带梅花的,但是也可以用 通常这个地方计算出来的,不会差这么多。好,现在按点运行,获得了到二十的位置, r 轴零位跟模具一样平。好,我们踩一下。 啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊 好,这样可以使用了。
 03:54查看AI文稿AI文稿
03:54查看AI文稿AI文稿用数控折弯机说这个大人物折弯,看看怎么操作。根据要求,把刀竖 厚度、材料类型,上磨下磨以及宽度,折弯宽度依次输入金融 这里选择是折弯数量,五刀,四个直角弯,圆弧那里暂且算是一刀光标移动的第一刀。折弯方式,这里是零,自由折弯,九十度, 第一道十五,第二道两边靠个十五,再靠二十, 再扣二十。第五刀,这里注意,第五刀,这里的话折完方式就不是零了。折完方式,这里是零,是自由折弯,一是家底折弯,二是打圆珠折弯。二。确定 选择之后,他这里面就开口高度,开口高度偏小一点, 随便选个几个号,人无角度,人无角度是九十度。 盐湖半径啊,五十的半径是五十,盐湖分段,盐湖七十九,嗯,打算用六毫米一段,七十九除以六的话,约等于十三段, 这里是十三段的 x 五,七十点的距离,七十点的距离,这里的话是五十,加上七十九,呃,十加七十九,一百二十九,二十九加一个板扣 幺三幺。确定啊,往上调一点, 后面这些六啊,这些七啊,这些就都不要动,方便于动到第一道这里,那个直行间, 再多又伤,再多痛苦,自己去背风雨, yeah!
838神仙剑奇侠









