直螺纹连接与套筒连接的区别
钢筋的直螺纹连接以下四个步骤你一定要知道,如果端部有马蹄形,必须切断。第二步,将钢筋放到滚丝机里边,对外边这个皮进行剥皮,前端削成光源的钢筋,白色液体是乳化液,起到冷却降温,防止钢筋生锈的作用。第一步,开始滚压,撕口 前端的这个丝是经过高强度合金滚压出来的,而不是削出来的。经过滚压之后,前面这个丝口它的强度值提高了百分之十的强度。 端部进一步使用角磨机打磨平整钢筋。接下来用通规和直轨对钢筋进行检测,看他检测是否合格。接下来再使用塞轨对我们的套筒进行检测。套筒分为一级套筒和二级套筒,一级套筒指的是套筒本身的强度值,是钢 钢筋强度值的一点一倍以上。如果钢筋端部生锈了,及时做除锈处理。正式验收前支螺纹套筒连接的外露丝口不能大于两个丝,套筒规格二十五毫米,这个袋子里边装了九十支强度是五百兆帕带字母 e 的 直螺纹连接的钢筋,如果在做拉断测试的时候,拉断的地方一定要是在钢筋本身,而不能在掏桶的地方。我说明白了吗?如果你想观看学习全套的房屋建筑的视频内容,点击我们抖音主页橱窗,里边有全套的看图施工质量安全验收的视频内容。

粉丝88.2万获赞434.5万
相关视频
 02:40查看AI文稿AI文稿
02:40查看AI文稿AI文稿一、施工工艺一、钢筋下料,下料前应检查钢筋带加工螺纹的端部是否有弯曲现象,如有弯曲应予以调直。下料切割端面应与轴线垂直,钢筋端部不得产生马蹄形。 二、钢筋端面平头端面平头已采用砂轮切割机无齿锯下料或其他专用切断设备,严禁切割或其他热加工方法切断钢筋。 三、滚闸螺纹加工将带加工的钢筋加持在加钱上,开动钢筋拨乐滚闸直螺滚机翻动挤进装置, 使动力头向前移动,开始拨了滚丝,待滚闸到调整位置后,设备自动停机并翻转,将钢筋退出滚闸装置,扳动挤进装置,将动力头复位停机螺纹即加工完成。 四、丝头质量检查操作者应逐个对加工的丝头外观、外形和螺纹尺寸进行质量检查。 五、带帽保护用专用的钢筋丝头保护帽或连接套筒将加工后的钢筋丝头进行保护,防止螺纹被磕碰或被污染。六、现场连接 宁夏钢筋丝头保护帽或套筒保护帽使用扳手或管钱等工具将连接接头拧紧,并用扭矩扳手轿和拧紧扭矩直并做标记。 七、施工检验对施工完的接头进行质量检验。二、施工过程指标控制一、套筒套筒进场时,应对其产品的技术文件、产品合格证、接头的形式、检验报告等进行全面检查。内螺纹用专用螺纹塞 塞通规检验塞,通规检查标准能顺利旋入套筒塞,指规检查标准旋入套筒长度应不超过三螺距。二、 钢筋加工丝头丝头表面不得有损坏及锈实。标准型接头的丝头有效螺纹长度应不少于连接套筒长度的二分之一,其工差为零至二螺距。 金丝头长度应满足企业标准中产品设计要求。丝头加工尺寸要求可参考下表钢筋丝头,以满足六 f 级精度要求。应用专用之螺纹梁规检验,通规能顺利旋入并达到要求的凝入长度指规旋入不得超过三螺距。 三、连接接头、钢筋连接接头应按批进行现场质量检查与验收。标准型接头连接套筒应有外露有效螺纹, 且连接套筒单边有效螺纹不应超过两螺锯,接头表面不得有裂纹。钢筋连接完毕后拧紧、扭锯直应符合验标要求。
1765筑匠教育 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿钢筋的直螺纹套筒上面这些字母符号分别代表什么意思?今天我们一个视频把它说清楚,这个 cs 代表厂家的名称,第一个 b 是标准型,第二个 b 是波类加工出来的,如果第二个 b 是一个字母 f 的话,它就代表着反思, 如果是 b 的话呢就是正式。呃,五呢就是五百招帕,这个套筒他的屈服强度值五百招帕,也就是四级钢。 后面一个横杠,这个是连接的,钢筋的直径是二十二毫米的,下面这个零幺三二三是他的生产的批号。现场的一般呢是幺六到二零,用的是 对焊,比如说闪光对焊,而大于等于二十二的钢筋用的就是这个直螺纹套筒了。现在呢是我们的滑板基础,正在现场施工,你还遇到其他哪些套筒的标志符号呢?
1437四川肖鸿昌传媒有限公司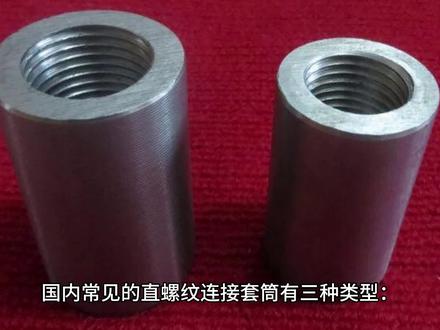 02:13查看AI文稿AI文稿
02:13查看AI文稿AI文稿国内常见的直螺纹连接套筒有三种类型,直接滚压螺纹,即碾压类滚压螺纹、玻类滚压螺纹。这三种形式连接分别有各自不同的优点。直螺纹套筒的原理 直螺纹连接套筒的基本原理是利用了金属材料塑性变形后冷座硬化,增强金属材料强度的特性,而仅在金属表层发生宿变,冷座硬化金属内部仍保持原金属的性能,因而使钢筋套筒与木材达到等强。 直螺纹连接套筒的三种形式获得的螺纹精度不同,尺寸不同,套筒质量也存在一定差异。直接滚压直螺纹连接套筒优点是螺纹加工简单,设备投入少。由于钢筋粗细不均,公拆大加工的螺纹直 径大小不一致,给现场施工造成困难,使套筒与丝头配合松紧不一致,有个别接头出现拉脱现象。由于钢筋直径变化及横纵类的影响,石滚四轮寿命降低,增加街头的附加成本, 现场施工易损件更换频繁。挤碾压类滚压直螺纹连接套筒挤碾压类滚压直螺纹连接套筒是用专用挤压设备先将钢筋的横类和纵类进行淤压平处理,然后再滚压螺纹,目的是减轻钢筋类对成型螺纹精度的影响, 优点是成型螺纹精度相对直接滚压有一定提高。波类滚压直螺纹连接套筒波类滚压直螺纹连接套筒是先将钢筋端部的横类和纵类进行剥切处理后,使钢筋滚丝前的柱体直击 达到同一尺寸,然后再进行螺纹滚压。成型。波类滚压直螺纹连接技术不仅适用于直径为十六到四十毫米,近期又扩展到直径十二到五十毫米。 hrb 三三五 hrb 四百级钢筋在任意方向和位置的同意境连接, 而且还可应用于要求充分发挥钢筋强度和对街头严性要求高的混凝土结构以及对疲劳性能要求高的混凝土结构中,如机场、桥梁、隧道、电视塔、核电站、水电站等。
 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿今天被监理问到一个细节,钢筋的这个直螺纹套筒,一级套筒和二级套筒到底有什么区别?首先呢,是它的强度不同,一级套筒它本身的强度要大于钢筋的本身的实际抗拉强度值的一点一倍以上,而且一级套筒的连接的位置 不用错开,而二级套筒的抗拉强度只要大于等于钢筋本身的抗拉强度值即可。而且呢,这个二级套筒它的连接接头率不能大于百分之五十,也就是这个接头位置呢,相互错开,这是四种常见钢筋接头率的表示形式。听懂掌声!
 01:31查看AI文稿AI文稿
01:31查看AI文稿AI文稿钢筋纸螺纹套筒连接标准施工流程一、钢筋下料钢筋调直后进行下料切口,端面与钢筋轴线垂直,使用切割机下料系统。 二、钢筋车丝钢筋车丝流程为钢筋就位并夹紧搬动手柄进行剥类,继续搬动手柄使其进行滚扎,螺纹到位后自动停机并反转向后搬动手柄,使设备复位并停机。车子中采用水溶性切割润滑液滚扎钢筋直螺纹 三、端部打磨车丝完成后,采用砂轮机对端部进行打磨,去除车丝完成后端头处的残留物,增加套筒有效连接长度。 四、检验丝头套筒质量检验钢筋丝头螺纹中性尺寸的检验符合通反硅能顺利旋入整个有效口长度,而指环硅旋入丝头的深度小于等于三个螺距。连接套筒螺纹中性尺寸的检验用直通腮硅 指腮龟旋入深度小于三个螺距,通规应全部旋入。五、装保护帽分类堆放以检查,合格的丝头应加以保护。钢筋一端的丝头应带上保护帽,并按使用部位分类堆放,整齐待用。 六、钢筋就位后去掉保护盖钢筋与套筒连接,钢筋就位后,首先去掉保护盖,做好回收。套筒连接时,必须先将钢筋脱屏对正用手拧紧,然后用扳手拧紧接头,连接完的接头做上标记,防止漏拧。安装后应用扭力扳手较合拧紧螺旋拧紧扭曲值不低于三百二十牛米。 七、连接线检查钢筋的规格必须和套筒的规格一致,两、连接钢筋端面处于套筒正中位置,对接紧密。
 01:08查看AI文稿AI文稿
01:08查看AI文稿AI文稿套筒直螺纹一级接头能在任意部位连接吗?第一,首先我们来学习一下什么是一级接头。一级接头为抗拉强度不小于被连接钢筋实际抗拉强度的一点一倍,简单的理解就是钢筋被拉断了,接头还没有被拉断。二、 从字面上看,一级街头是可以设置在任意位置,因为靠拉强度被连接的钢筋都大,但实际施工中无法保证每个街头的质量能达到一级街头的标准。故幺七 g 幺零幺杠幺幺二到六页明确规定了梁祝交接的核心区域沿街 设置任何形式的接头,也就是说,哪怕是一级接头也不行。除此之外,一级接头可设置在任意位置,接头面积百公里,除了有抗震要求的框架梁柱端及固精加密区不能超过百分之五十以内,其他情况下 数限制。三、痛痛直隆接头一到三级,除上述情况为错开三十五倍的 d。 钢筋直径连接未漏,丝口长度为零到二十。用扭力扳手检验,求指对应钢筋直径,扭力扳手发直,咔嚓一声,钢筋未动即合格。
235佐领学社 02:34查看AI文稿AI文稿
02:34查看AI文稿AI文稿经常有人分不清这个一级套筒和二级套筒,以及正师和反师他有什么区别。第一步,先切头处理,接着再把这个钢筋送入到滚丝机里边,把前边的螺纹和肋条给他磨平, 端头磨成一个光源的钢筋,再进一步推进去,把里边的丝头给他挤压出来。这个时候一定要注意啊,里边那个丝是经过用滚轮给他压出来的, 经过挤压,端头的丝口的强度值提高了百分之十的强度,就是用这个滚轮挤压出来的。这个铁槽里边要加入乳化液,起到冷却降温,防止钢筋生锈的作用。加工后的钢筋端头要用角磨机进行打磨, 用通轨和直轨来检测丝头是否可以正常的拧进,拧出通轨是 可以全部拧入,直轨是只能拧三到五个丝口。接下来用塞轨来检查配套的套筒,检查它是否是国标的配件。 加工后的钢筋应该及时采取塑料帽保护起来,防止钢筋生锈。成品钢筋在调运的时候一定注意钢丝绳跟卡环他的位置方向两侧都是相同的方向,穿入卡环,这种方式是正确的。 u 型的弯弯在上边跟绳子进一步摩擦, 百分之九十的工地都是这么干的。螺杆朝上,当绳子向上拉紧的时候,可能会带动螺杆造成松动脱落,非常的危险,这种绝对错误,不能让 u 型环上下受力。 采用了二十五毫米的直螺纹套筒,连接角度七十五度, h r b 是螺纹钢,五百是它的曲幅强度值,字母 e 是 抗震钢筋。一级套筒指的是套筒的本身的强度值,是钢筋强度值的一点一倍以上,如果是一级套筒接头的位置呢,可以在同一个断面一级套筒做拉断测试。一定注意他的断开的地方一定是在钢筋上断开,而不能在套筒的地方断开。 现场施工,短项钢筋在上作为受力金,长项钢筋在下作为分布金。因为这块的阀板厚度是一米八,所以呢,采用的钢管脚手架搭设满堂脚手架,把钢筋给他支撑起来。 套筒的最终检测是外漏丝口小于等于两个丝,正丝的话呢,是拧套筒两端钢筋会越拧越紧,如果是反丝的话, 两端钢筋一端拧紧,另外一端拧松掉了。好,关于这个现场内容呢,还有很多,如果你比较喜欢看这些知识点,可以给我们点一个关注,或者来咱们直播间进一步交流沟通。
436四川肖鸿昌传媒有限公司 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿今天被监理问到一个细节,钢筋的这个直螺纹套筒,一级套筒和二级套筒到底有什么区别?首先呢,是它的强度不同,一级套筒它本身的强度要大于钢筋的本身的实际抗拉强度值的一点一倍以上, 而且一级套筒的连接的位置他不用错开,而二级套筒的抗拉强度只要大于等于钢筋本身的抗拉强度值即可。而且呢,这个二级套筒他的连接接头率不能大于百分之五十,也就是这个接头位置呢,向后错开,这是四种常见钢筋接头率的表示形式。 如果这个视频解答了你的疑惑,帮忙点个关注点个赞,咱们下个视频来讨论,交混凝土时为什么不扣除钢筋所占的体积。
3807四川肖鸿昌传媒有限公司 03:26
03:26 00:46查看AI文稿AI文稿
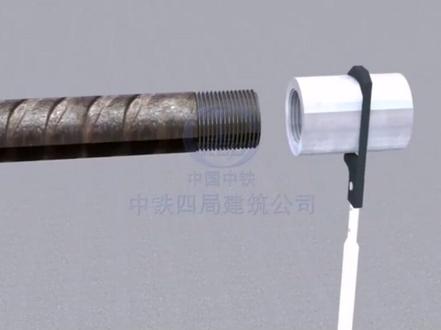
00:46查看AI文稿AI文稿带你生动直观的看看钢筋直螺纹套筒连接钢筋原材,按尺寸下料后,直螺纹包丝加上套筒的组合, 就能按照构建长度连接两根钢筋了。工友师傅将钢筋固定在螺纹套丝机上,开动机器,刀头旋转开始拔丝,类似于挖地铁的盾构机刀头配合水溶性冷却液降温,刀头退出钢筋丝头。车好了, 检查丝口长度以及适当打磨。把连接套筒理解为一个很长的螺帽,把螺帽拧在螺丝上面, 我的手指就代表愿意跟!
22钢筋套筒厂家 01:29查看AI文稿AI文稿
01:29查看AI文稿AI文稿百分之九十的人对支螺纹套筒的钢筋有一个最大的误区,里边这个丝口他是经过滚压出来的,而不是被削出来的。首先把钢筋放进去,先把钢筋的外皮给他剥掉,里边的丝口进行滚压。经过滚压之后,前边的丝口 他的强度值比钢筋其他地方提高了百分之十的强度。钢筋做拉断测试的话,拉断的地方一定是在钢筋本身断开,而不能在套筒接头的位置断开。 钢筋端部一般呢都是不够平整的,需要进一步打磨平整。下一步我们使用通规和直轨对这个钢筋的丝口进行检测,把购买回来的套筒用塞轨进行检测。 套筒呢是一级套筒,套筒,它的强度值是钢筋强度值的一点一倍以上,它的屈服强度值是 五百兆帕。带抗震字母 e 的套筒连接。最终的检测外漏丝口不能大于两个丝。因为是一级套筒,我们的这个套筒的接头位置可以在同一个断面,也就说不用相互错开。但是现场有些工地要求会更为严格一些。 而二级套筒他的强度值不能小于钢筋的强度值,他的接头位置要隔一错开。同时阀板太厚,高度是一米八。所以呢,要配合着钢管来,钢筋支撑起来, 钢管将来永久的浇筑到混凝土里边了。如果你比较喜欢看现场内容,点个关注,我们每天上午下午、晚上都在抖音上开直播。
1500四川肖鸿昌传媒有限公司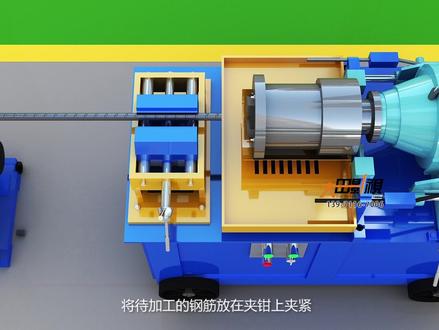 09:12查看AI文稿AI文稿
09:12查看AI文稿AI文稿钢筋连接施工三维技术交底一、钢筋连接施工工艺二点一、钢筋直螺纹套筒接头连接施工工艺与方法 一、钢筋下料加工前,检查代加工螺纹钢筋端部是否有弯曲变形现象,如有,应先调直。直螺纹筋应采用砂轮锯切割下料, 严禁契割或其他热加工方式切割。切割后钢筋端部断面必须平整且与钢筋中心线垂直,不得有马蹄型或起弯等现象。二、滚闸螺纹加 工选择与套筒匹配的成套套丝设备钢筋车丝前需接触端头五厘米,将代加工的钢筋放在夹钳上夹紧,开动钢筋滚闸玻璃直螺纹机 旋转操作手柄,使动力头向前移动,接触钢筋端头后开始拨肋滚丝,待滚闸到调整位置后,设备自动停机并反向转动,将钢筋退出, 旋转操作手柄,使动力头后退复位停机,松开夹钳。丝头加工完成。 三、丝头质量检查丝头加工完成后,加工人员应逐个对丝头外观、外形、 螺纹尺寸进行自检,不能有断丝,不能有缺丝,若有断丝和缺丝不得大于螺纹全丝扣数的百分之十。同规使用前应经相关检验、计量机构检验,计量合格后方可投入生产现场使用。 使用时应注意贝色螺纹工差等级及偏差代号与环规标识的工差等级偏差代号相同。 指规使用前应经相关检验、计量机构检验,计量合格后方可投入生产现场使用。 使用时应注意背侧键螺纹工差等级及偏差代号与环规标识工差等级偏差代号相同,丝头表面不得有损坏及锈。 标准型接头有效螺纹长度应不小于套筒长度的二分之一, 其工差为零之二罗距。钢筋端头距离套筒长度中心点不宜超过十毫米。钢筋丝头加工长度可参照下表。 四、丝头保护丝头检查验收合格后,采用专用塑料保护帽套住丝头进行保护,避免磕碰污染。 套筒两端的孔用塑料盖封上,以保护内部清净、干燥、防锈。按下表力举检验值,调整好手动扭力扳手的力举参数,然后手动扭力扳手 拧预警后的套筒听到咔嚓声后,如套筒已被转动则为不良。如套筒没有被转动,则为合格。 五、钢筋半成品堆放加工好的半成品精按规格码放,在定型支架上挂好标牌,以防混淆。二点二、竖向钢筋电扎压力焊接头连接施工工艺与方法 一、钢筋端头检查与清理钢筋安装之前检查带焊钢筋端都是否有弯折、扭曲, 若有应予以矫正或切除。用钢丝刷将焊接部位钢筋端头一百五十毫米范围内钢筋表面 上的锈、石、油污、杂物等清除干净。二、焊接施工一、安装焊接钢筋,用焊接加钳分别将上下带焊接钢筋加牢,使上下钢筋接头接触。直接引弧法 保证上下钢筋中心线重合。二、装焊剂盒在安装焊剂盒底部的位置缠上石棉布,然后装上焊剂盒,并往焊剂盒满装焊机。 三、接通电源引弧造渣。按下开关,接通电源,转动手柄,使上钢筋微微向上提,引燃电弧 稳定一段时间,按事先确定的工艺参数进行造渣,通电时间计时,使焊合形成电渣尺。 四、电扎过程随着造扎计时结束,及时转入电扎过程的通电时间计时,并旋转手柄,徐徐下送上钢筋,直至电扎过程结束。 五、顶压钢筋完成焊接在电扎通电时间计时结束后,切断电源,同时迅速转动手柄顶压钢筋,形成焊接接头。 六、卸除焊剂,拆除家具钢筋稍作停歇,冷却后卸除焊剂,拆除焊盒,使 棉布及家具卸除焊剂时,应将接料斗卡在剂盒下方,回收的焊剂应除去熔渣及杂物。三、接头质量检查 钢筋焊接完成后,敲掉焊皮,逐根进行焊接接头外观检查, 当检查发现接头偏心大于一毫米、弯折角大于两度、烧伤等缺陷时,应切除重焊接头四周焊包突出钢筋表面的高度,当钢筋直径不大于二十五毫米时,不得小于四毫米。 当钢筋直径二十八毫米及以上时,不得小于六毫米。四、接头检验一、 工艺检验在正式焊接施工前,参与该项工程焊接焊工必须进行现场条件下的焊接工艺试验。 工艺检验按同一座椅人员、同一钢筋排号、同一直径做一组原则制作接头事件进行工艺检验,确定焊接参数同归。使用前, 首先要清理干净背侧键螺纹、油污及杂质,然后在环归与背侧键螺纹对正后,用大拇指与食指转动环归 是其在自由状态下全核,通过螺纹全部长度判定合格,否则以不通判定指规。使用前,首先要清理干净背侧见螺纹、油污及杂质, 然后在环规与背侧线螺纹对正后,用大拇指与食指转动环规旋入两个螺纹,长度在两个螺距之内后止住为合格,否则被判为不合格品。经试验合格后,方准正式焊接生产。 二、现场抽样检验钢筋接头施工完成后,在结构位置现场抽样,按检验批进行 直螺纹连接接头和焊接接头,福建检验批数量分别为五百和三百, 已不超过连续两个楼层中铜牌号三百个钢筋接头一批,不足三百个接头的,也按一个验收批进行极限抗拉强度试验,检验合格后方 可隐蔽。两板钢筋直径小于十四毫米,采取绑扎搭接。 强铸钢筋直径小于十毫米,采取绑扎搭设。钢筋绑扎接头设置在受力较小处。同意,纵向受力钢筋不设置两个或两个以上接头, 接头末端至钢筋弯节点的水平间距不小于二十五毫米,大于一点五 d 且大于三十毫米。同意,构建中相邻纵向受力钢筋的绑扎搭接头以相互错开 绑扎搭接接头中钢筋的横向径距不小于钢筋直径且不应小于三十毫米。
206武汉大田影视







