如何用宏安排考场及座位号编排

粉丝619获赞1747
相关视频
 04:28查看AI文稿AI文稿
04:28查看AI文稿AI文稿下面讲一个案例,考试座位自动排序,这个这张表呢,我们做了一些不非必要信息的隐藏,就展示一下要排序的座位,这个座位要求是这样的,呃,优先从小号往大号这样去排,再学。这张表呢是学生数据, 这里面有四十三个学生啊,因为我们好好第一行是标题,所以有四十三个学生,那么第四十三个学生就在这个位置,如果有四十四个学生就往这排,也就是作为优先级,号越小优先级越大,但是我们将这个四十三个学生随机的分布在这个区域里面, 就是这么个需求,我们看下代码,代码呢,整体也比较简单,呃,基本是这样,我们这是用一个字典对象的后期绑定, 这个用了屏幕刷新吗?首先改成 fast, 这是将学生信息啊,第一张表,学生信息读 a r 数组用的是 ustry inch 啊。然后呢,我们是将作为表,这一张表,也就这张表激活放在 x 五表状态,我们将一到 这个学生,也就是这个数组下届减一,也就是说意味着一到这个区间是一个有的学生数量, 也就是说我们从一到这些到相当于一个编码读入字典,其实这个编码呢,就是为了考虑跟他编号是一致的啊,也是一技术到某个数字数值。然后呢,这个地方我们就像对应的座位里面添加学生信息,添加原则是这样,因为我们 把这个序号已经读入字典了,这个序号数量是跟这张表的学生数量是一致的, 大家注意一下,因为有一个标题随减一啊,然后呢,这地方用随机数,每一次随机字典当中的一个关键字,哎,一个 k 值就里面一个,也就是随机数来,其实就是这里面的一个 序号啊,是字典,它是从零开始的编号的,所以说我们随机出来一个序号,那么第一个呢就是 x, 那我们家所以说 xx 之后呢,那就取的是字典 x 这个序号对应的 兼职,那么我们将复制给 ar 结实,结实就是这个作为号这一列。 然后呢我们下面就用发音的函数啊,发音的啊,这个是完全匹配查找, 这录开了抖音,这是完全匹配查找啊,大家这个发音呢?如果大家嗯可以自己 杜志宏看一下,对比看一下啊,他里面那个参数比较多,可以对比初步看一下,这个就查找这个序号,就是在这张表,因为这张这张表已经 slect 已经激活了,所以在这张表里面查找序号,他是完全匹配的。找样找到对应续航后 是 offset, 我们讲过啊,在这个序号,也就是说相当于我们以这个举例吧,在他 offset 一下面,那个是一,就是下一行,然后呢负一就是移到这个位置啊,这个位置里面他要填班级和性别,就是这样对应的这张表 对应的位置啊,班级和性别,他俩组合到一起,三和六吗?他是一样三和六组合到一起,然后下一一行,这是零零列,那他下一一行,我们就看一下他的下一一行,就这个姓名, 那就是第五列,他是姓名,然后是下一两行,负一列就是左一一列,下一两行就是到这了,左一一列就是对应了他,也就是所谓的学号吗?然后添加进去这样的循循环完事了就 就进行了随机添加,这个 a r 复制到第一张表的区域,这样会补齐他相为的作为号。那么 dr 可能敢疑问,关这个字典这种区法我们之前讲过随机数数用 电压,如果有兴趣可以接着翻看,翻看一下相关视频,我们运行一下。看一下啊。嗯,放在这吧, 你要看你在点的过程中他一直在改,所以这个需求比较简单,代码也不复杂。
 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿用一个赛尔给考生分配考场,公诉,明天组织技能考试,一百零八名员工参加。设置四个考场,每个考场安排三十个座位。如何快速分配考场的座位线?分配第一个考生的考场,输入屏幕上提示的公式, 回车键,确认公式后就得到第一个考试考场。再双击一下这个单元格,右下角考场分配有啊!接下来分配座位,输入屏幕上提示的公式,计算出第一个考生的座位号,再双击填充公式,座位号分别也完成了。当到二考场时,座位号又从一关系到手四十万!不明白公式的评论区留言或私信我。
952冬阳 00:40
00:40 01:30查看AI文稿AI文稿
01:30查看AI文稿AI文稿u 机中学会定制红命令做设计,一秒就能搞定安排, u 机中的自制命令学会了,你也是大神。 u 机自制命令可以用到红红,他可以将多个命令及步骤记录下来,方便我们使用。点击工具 选择红,然后选择开始录制,给这个红文件指定下存放位置,比如我放这里,输入删除圆角, 接下来我们去进行删除圆角的操作,选择删除面的命令,选择这些圆角面全部选上,确定一下。现在所有圆角面都删完了,那么红的录制就可以结束了。 点击工具选择红,点击停止录制。那现在这个红命令就已经做好了,但是怎么使用呢?我们可以选择工具选择定制。将光标拖到最下面, 然后点击新建,像这里有一个新建用户命令,鼠标一直按住给他往外拖,拖到你想要放的位置,比如我就放在这个位置了,然后鼠标再右击, 选择编辑操作,在这里找到红文件,选择浏览,点击这个红文件,点击确定再关闭。关闭完成之后呢,我们看一下红怎么使用, 这时候只需要点击一下这个命令,这个圆角面全部都会删掉,这就是我给大家分享的 ug 里面自制命令的使用技巧,一个命令能够提高工作效率,你学会了吗?关注我,下期见,拜拜!
480UG教学-小七![宏程序模版 一颗球出品#走心机加工 #走心机编程 #走心机精密加工
2号车刀
3号车牙刀
#11=-0.5(起点定位)
N20
#10=6.0(原材料最大外径)
#12=3.9(车牙最大外径)
#13=10.0(单次长度)
#14=100.0(总共加工长度)
IF[#11GT#14]THEN#11=#14(此段不要可加工三菱系统,有此段三菱系统会报警)
T0202
M3S1=2500
G99G0X[#10+2]Z#11
G1X#12F0.1
G1W[#13.0+1.0]F0.035
G1X[#10-1.0]
G1X#10W0.5F0.06
G0X30.0
M1
T0303
M3S1=1000
G0X#10Z#11
#20=#10-#12
#21=0.7(螺距)
#22=#13/#21
#23=FIX[#22]*#21
#24=#21+0.3
#25=0.05(牙每刀切刀量)
#26=#10-#24
N10
G0X#10
G32U-#20W#21F#21
G32W#23F#21
G32U#20W#21F#21
G0W-[#21+#23+#21]
#10=#10-#25
IF[#10GT#26]GOTO10
G0X30.0
M1
T0202
M3S1=3000
#10=6.0(原材料最大外径)
G99G0X[#10+2]Z#11
G1X[#12-0.05]F0.1
G1W[#13.0+1.0]F0.06
G1X[#10-1.0]
G1X#10W0.5F0.06
G0X30.0
M1
T0303
M3S1=1000
G0X#10Z#11
G0X#10
G32U-[#20-0.005]W#21F#21
G32W#23F#21
G32U#20W#21F#21
G0W-[#21+#23+#21]
G0X#10
G32U-[#20-0.005]W#21F#21
G32W#23F#21
G32U#20W#21F#21
G0W-[#21+#23+#21]
G0X#10
G32U-[#20-0.005]W#21F#21
G32W#23F#21
G32U#20W#21F#21
G0W-[#21+#23+#21]
G0X30.0
M1
#15=#23-[#21*2]
#11=#11+#15
IF[#11LT#14]GOTO20](https://p9-pc-sign.douyinpic.com/image-cut-tos-priv/3c88130088bd47dd4cf7b55e02dd8069~tplv-dy-resize-origshort-autoq-75:330.jpeg?lk3s=138a59ce&x-expires=2094256800&x-signature=U4AtUUstqy2ip9uNxqc2RcJ01ho%3D&from=327834062&s=PackSourceEnum_AWEME_DETAIL&se=false&sc=cover&biz_tag=pcweb_cover&l=20260516102617FAD027A3CB8DCE42297B) 04:32查看AI文稿AI文稿
04:32查看AI文稿AI文稿今天这个视频又是为了展现技术的时候了,因为最近有很多兄弟要什么各种各样的红程序模板,其实我写程序是不需要留什么模板的,因为我遇到什么就写什么,会就会,不会就不会,我也不会去保存什么样的模板之类的。 那今天有一个兄弟问我有没有接牙的红尘序模板,按正常我以前写接牙都是用紫尘序,不会用红尘序,因为红尘序的变量太多了,对于我来说的话不是很方便,所以我每次接牙不管是给 网络上面的老板还是在现实生活中,我都是用紫尘序的。但是最近遇到很多兄弟都要这种红尘序模板, 那我们只能牺牲一下中午休息的睡觉时间来写了一个全变量的一个红尘序接牙的一个模板, 那我们还是要进行上机验证的。我们先来看一下我们的红尘序的模板写的是什么样的,这个就是牺牲了中午休息的时间写的一个全变量的红尘序接牙的一个模板,他有带精修外镜,还有精修牙的一个, 但是我们设定的地方很少,像这个金十一这些,有有中文的这些都是我们需要设定的, 根据我们的不同的牙型来进行设定,像螺蛳呀,每刀切销量,然后这个程序的话,我到时候会翻到评论区,有需要的自己抄下来去上级测试,当然我们这个写出来肯定是要上级测试的,测试合格了之后我才会发在评论区,我们现在来把它拷贝到机器里面去, 反我们刚才传输进来的五九八七这个 等机器的这一个产品做完了,我们就来验证这个红尘序车牙的一个模板到底能不能写,调到我们的五九八七回一下。开始点,先看一下程序,三号刀是车牙的,二号刀是车外进的,我们机器三号到四个牙到二号到四个外进刀, 那我们现在来进行设定他的车厢变量,一个紧实是原材料的最大外径,然后这个是牙的最大外径,然后这个是每一刀车的长度, 然后这个是总共的长度,那我们这一次先接一个五十长的接牙,五十给他改成五十就好了,其他的不用改,那我们直接开卡,现在是彻地一道的外界,彻地一段牙, 可以把油不按着看一下, 精修外径,精修车牙,然后车第二刀, 现在五十的长度已经加工完了,我们看一下来,就这样的,我们把它切下来看一下,这是我们刚做下来一个接的五十长的一个牙,那我们再一次接一下一百的, 把这一个五十给它改变一百,然后我们再加工一个, 这个一百层的马上也撤完了,现在撤完了,我们先看一下这一个五十层的,看一下它有没有烂牙, 可以看得清楚,它是没有一点烂牙的,接的很顺,那我们再看一百层了, 一百层的也很损,也没有多大问题,那我们这个红尘序也算是有用的,再给把红尘序公布在评论区里面。
543一颗球走心 01:05
01:05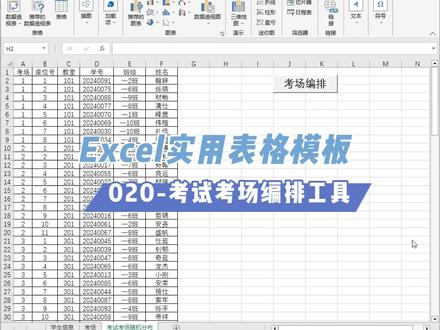 06:29253数据说
06:29253数据说 00:46查看AI文稿AI文稿
00:46查看AI文稿AI文稿接上一个视频,我们来学习编排考场座位,思路来了,认真听哦! 编排考场座位其实就是对每一个考场进行计数,所以我们用 ctel 函数就可以了。选择单元格,先将输入法切换成英文的状态,输入等于 ctrl, 他有两个参数,第一个参数是区域,我们选择考场区域,按 f 四进行绝对引用,输入冒号,再点击考场单元格。 第二个参数是条件,我们选择考察单元格回车,然后双击填充公式就可以了。点赞加关注菜米米 excel 教你更多小技巧哦!
764蔡敏敏Excel 08:08查看AI文稿AI文稿
08:08查看AI文稿AI文稿大家好,今天我们学习一下加工中心红程序里面如何加刀具半径补偿啊,比方说我们这么一个方啊,是二十八乘以二十八的一个方啊,比方说我们做出来大了或者小了,我们可以用这个 g 四一啊,到一半就补偿给他,补偿一下就把它配在这里面,然后这两个鞋面呢,这几个鞋面是一个坡口啊,烧电焊的一个焊口,好,看一下我是怎么编程的,做出来非常短的,我们看一下它是有多少内存, 幺二幺五,对吧?只有一个 kb 啊,所以说我们做的程序都非常短啊,大家看一下有没有比我做的更短的程序了。然后这边的话,我们是从四十下的刀, 对吧?他是二十八乘以二十八的嘛?我的刀具呢,是用的二十六的啊,他的一半就是十三,然后二十八的一半就是多少十四,对吧?十四加十三就是二十七,我从四十下刀啊, 然后加工到二十七,对不对?有时候这种上刀片的有可能会大一点,有可能会小一点,我们用这个 g 四一刀具半斤补偿给他,补偿一下就可以了。 g 四一呢,叫啄补偿,我们一般就用啄补偿就可以了,啄补偿呢,就是顺洗, 对吧?然后完了以后再回到原点,再回到 x 四十的地方,让他形成闭环就可以了,再用个 g 四零取消就可以了。后面这几个程序呢,是一个洗面的程序对吧?就跟昨天我们学习的洗鞋面是一样的,然后我只是给他加了一个 g 六八,又给他旋转了一下, 对不对啊?这个程序就非常短啊,大家还有比他做的更短的吗?好,我们试一下效果,我们从这个地方试一下道具半径补偿, 还有一点告诉大家,这个啊用的低级啊,就是我们用的半斤补偿输在几号刀里面啊?我们 我把它输在一号刀里面了,对吧?形状呢?输在形状这一排的也行,输在磨损这边也可以啊,我们是按照这个半径给他加上了,他不是走到轮廓线,知道吧?这样子也是可以加的 啊,然后是负零点一,负零点一就是外形就是小了,对吧?大家记住一点呢,就是说改负就是过切啊,把刀径的一半改负就是过切,改正就是欠切就可以了,改负过切呢,就这个产品就会小,对吧?但是前提要用 g 四一啊,改正就是欠切,这个料就会大 啊。好,我们试一下效果,我们从这个地方 左刀谱右刀谱还有分不清的,就是你看顺着进刀的方向看,刀具在哪边就在哪边,刀具是不是在产品的左边啊,对吧?这就是左刀谱。好,今天就学习到这里。 大家好,加工中心通用红尘曲模板汉字版的已经更新好了,然后以前拍过的师兄弟们呢,也可以私信我领取了, 比方说现在都是这种汉字的啊,到时候我发给你们以后啊,你们跟我一样把它打印出来,然后把它做成这种啊,模板形式的,然后这里也有目录,是吧?把这个目录也发给你们,你们就可以把它钉起来,然后这种汉字呢,就是说改起来呢就比较好改了啊,比方说这种吸孔呢, 这种吸孔呢,你们就找五角星就可以了,五角星是必须改的地方,三角星呢可以不改, 转速 s 进给 f 呢,自己设定一下,就根据公司啊平时用的刀具的参数,这样改一下就可以了。这个 是比方说螺旋洗内孔带防过切的,因为以前是这种拼音的,是吧?因为法纳克不支持汉字版的,这种我发给你们一份,然后这种呢不带汉字的,再发给你们一份,你们就可以直接考到机床里啊,现在是八十节了,比方这个产品呢,你就找什么,就找一下这个孔的直径,就找五角星就好了, 然后孔孔的深度,还有一个刀的直径啊,这几个三角形呢,可以不改,这个是 z 轴的七十点,这个是层深,就是每一层加工零点二五啊,你只要把这个会改会用的话,基本上 啊应该是都能看得懂了,就是比方说你做车床的,做线切割的,你也能把这个孔洗出来,对不对?比方说我们啊要洗面了, 比方这种洗面的也是这种啊,格式的,然后也是直接找啊,五角星,直接找五角星就好了,我们找个五角星啊,这个五角星你们一看就知道了啊,这是长度啊,你就给他改成长度,比方说两百你就改成两百,宽度呢,你要是啊,一百就改成一百, 然后这个是刀的直径,对不对啊?颈三是刀的直径,比方你用二十的刀,你把它改成二十 啊,这种没备注的,你们就可以不用改他,不用管他。然后这个呢是洗削的深度,就改一二三四啊,然后这种平面就可以洗出来了,而且是分层的啊,非常好用啊,做机械工的可以说是人手一份的,这种啊,红程序模板就这样的话就做好了,然后比方说洗螺纹, 像这种洗螺纹也是只要找五角星就好了啊,我们五角星这个备注了,五角星他是螺纹吗?就是 m 十四的螺纹就写十四,你要十六的话就写十六,比方说他螺纹啊,他进不去啊,你这就可以改成十二,十四点二就把这个孔稍微扩大一点嘛,然后这个是螺距 对吧?然后这个是深度,然后还有一个刀的直径啊,其他的呢,就不用动它了,然后这种 f 你 们就可以自己改一下 f 还有 s 改一下就行了,比方说这个转速对吧,这个大家都知道的啊,只要有这么一份教程的话,应该说这个手工编程啊,就差不多了,因为后面呢,我这个八十节以后啊,又给大家增加了这种超基的, 还有这种基代码的调用子程序的,什么 g 六八的, g 五十二的,还有 g 五十一点一的, g 幺六啊,这种大大部分都给大家做进去了, 然后后续呢,我还会继续增加这么一份教程的话,应该就说就差不多了,手工编程,然后剩下的时间呢,再学一下电脑编程啊,基本上做产品啊都能搞定了啊。好,有需要的到下方的问道课堂去拍一下,我们每天晚上呢八点半直播,然后不会的话在直播间再问我就好了。 好,兄弟们今天就分享到这里,大家好,加工中心通用红程序模板已经更新了一百二十六节,需要的可以私信我购买 u 盘了,现价一百一十九米,发 u 盘包邮。 现在的所有的程序我都放到 u 盘里面了,而且是数控专用的 u 盘,里面是高速芯片的啊,非常好用。然后呢,以前呢是一百零八节,现在呢是一百二十六节, 都是全网首发的红程序,比方说后面更新的这种螺旋洗外圆锥啊,就比较好用了,对吧?然后还有什么分层洗多边形, 任意位置洗螺纹的,就是说你只需要改几个数就可以了,洗圆周孔的道具半径补偿的我也给大家加进去了啊,然后比方说这边啊自动撞击的啊,自动报警的,坐标系切换的自动报警的都有了,还有这种 g 幺八侧起头洗面的 啊,这种都有了。然后呢里面呢有两个一模一样的程序啊,有一个是带汉字的,一个是不带汉字的,带汉字的呢,大家就可以跟我一样把它打印出来, 需要改的地方呢,我都用五角星给大家标出来了啊,五角星是必须改的地方,三角星可以不改,转速 s 进给 f 自己设定一下就可以了,需要改的地方呢就找五角星就可以了啊,所有的程序都是这样子的 啊,到时候这种带汉字的呢可以打印出来,不带汉字的呢就说直接考到机床上就行了,这样的话就不会抄错了,用的时候啊 啊就只需要改几个数就可以了,加工中心常用的,这样的话就都有了啊,每晚八点半直播都能学的会,然后大家不会的话也可以私信我。好,今天就分享到这里。
 04:08查看AI文稿AI文稿
04:08查看AI文稿AI文稿在加工中心工作中啊,像这种鞋面啊部件我们也是比较常见的,那么我们手动编程如何能编出一个加工这种鞋面的程序呢?这期和大家分享一下。 兄弟们大家好,我是杨树,新手入门教学给大家,已经更新好多期了,杨树也不知道现在还有多少兄弟在看杨树的新手入门教学,看这个江湖中心新手入门教学的合集呢,对你们都能够有帮助。咱这一期讲的是一个红程序篇,红程序洗鞋面 啊,以及模板与大家分享。 好,废话不多说,现在给大家看一下这个红程序编程的模板啊, 这模板大家先记一下,然后杨树给大家做一个解读。首先第一个啊,我这个是比较简单啊,大家把这个模板记住,然后我带大家实际操作一下啊,这个 井一代表是 x 与 z 同时的这么一个起始点啊, x 起始点是零啊, z 也是零,然后井二代表的是角度,井三代表的是这个 c 角,四十五度,一个 c 角啊,也就是五个五毫米深 啊,然后咱们就是,呃,一会讲一下我如何定的这个位置啊,呃,讲到这咱们看一下这个, well, well, 颈一小于颈三,也就是说这个零啊,起始点零小于 啊五的时候,他就会一直循环下面这个上去,下面就需要,呃,咱需要用到三角函数里边的弹来计算这个角度啊,颈四等于颈一乘弹颈二,也就是说用这个零去乘以啊,咱这个四十五度角, 这样式的话,咱们就可以计算出每一次 x 移动量以及 z 啊,配合 z 的 啊下到量,然后井一等于井一加零点一,这个是一个变量,也就是说我们每一次下到量为零点一, 然后这个 y 是 往负的一个移动量,这里边做到了一个往负的一个道路,所以说我们变量要给两次,每一次都会出现变量, 所以说这个同样的变量又出现到了下一段程序当中,然后 x, x 和 z 同时移动,做一个下刀,下一个进刀的起点啊,然后歪零回来,好,这就是一个这样的程序。这现在我给大家讲一下我这个刀具啊是如何对的。 做弓箭我们想法比较简单啊,我们从弓箭的一侧用刀具贴一下,贴完之后相对坐标啊,给它清零, 清华零呢,我们把这个相对位置啊摇过去五毫米,这个五毫米是作为我要做一个 c 五的这么一个斜面,所以说正好五毫米作为 x 坐标系零点,然后 y 方向,我们直接把道具摇到弓箭以外啊, 目测一个位置之后作为 y 零的机械原点啊,坐标系原点之后呢?相对坐标清零,摇到另一端出去之后,把这个数值抄下来,作为程序当中的 y 的 位置, 所以这样我们就把 x 和 y 都通通定成零,然后 y 指移动, y 九十七是出去之后这个数值测量出来的,然后回来之后再 y 零一回来就 ok 了,大家理解了吗?咱们现在可以执行一下这程序,看一下 这个鞋面就正常加工完事了。怎么样,是不是还挺简单的,你们都学会了吗?这期视频就和大家分享到这,咱们下期再见,再会。
3896杨树干机械







猜你喜欢
- 1117郑小爱