螺纹尺寸钻孔标准对照表2024
螺纹规格以及公牙钻孔对照表。

粉丝14.5万获赞70.2万
相关视频
 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿我这一个丝锥总是断,你看一下是什么原因?你这是底孔没打好的原因啊。我这里有几张底孔参数表,你赶紧收藏一下,以后就不会断丝锥了。
95钻攻优自动化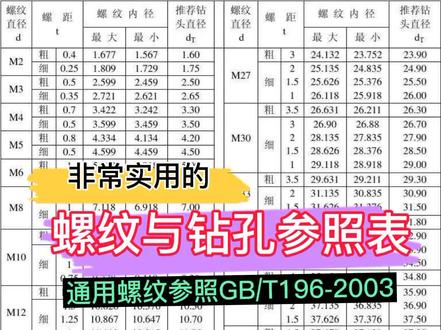 00:07查看AI文稿AI文稿
00:07查看AI文稿AI文稿非常实用的螺纹与钻孔参照表,通用螺纹参照击毙 t1962003。
395CNC数控逆向编程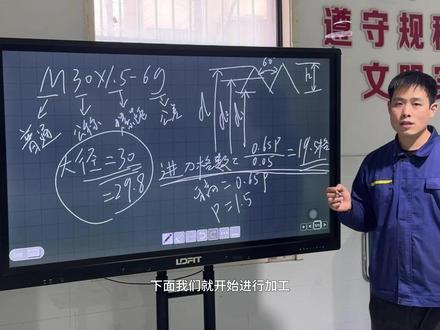 03:35查看AI文稿AI文稿
03:35查看AI文稿AI文稿m 三十乘一点五杠六 g, m 呢代表的是啊,普通三角形螺纹啊,普通三十呢,代表的是工程直径, 一点五代表的是螺距, 六 g 代表的是公差。那普通三角形螺纹,它的牙形角是什么样的呢? 啊?圆心角是六十度啊,六十度,它的尺寸有啊,螺纹大径 d, 螺纹中径,第二螺纹小径 啊,第一,还有它的牙形高度 h。 对 于我们加工有用的尺寸有哪些呢?第一个是大径啊,大径, 这里大径是多少呢?大径等于工程直径。工程直径是多少?是三十是不是啊?大径是三十。 那还有一个尺寸,要知道的是就是我们要进多少格,我们刀具切多深,他是怎么来的呢?啊?进刀格数的计算, 进刀格数等于零点六五 p 除以零点零五。这个零点六五 p 是 啥意思呢?零点六五 p 是 牙型高度啊,啊,是牙膏 啊,牙膏等于零点六五 p, 那 p 呢? p 是 螺距啊,对,螺距是多少?螺距是一点五啊, 那我们最终算出来的结果是多少呢?是十九点五啊,注意啊,是格啊,是格,为什么是牙膏除以零点零五呢?因为我们中华版啊,蝌蚪环一格是零点零五毫米 啊,用牙形高度除以零点零五等于他的进刀格数啊,这是我们加工时候要用到的这个,呃,尺寸啊,首先第一个大镜啊,然后呢是进多少格啊?所以检测呢?我们用环规进行检测啊, 你用通指令来进行检测,这是一个综合性的这个检测啊,所以呢,呃,我们只需要知道这两个尺寸就可以了。还有一个要注意的,大径在实际加工中能写三十吗?是不不可以的啊, 我们要减二十十,就实际在加工中要写二十九点八 啊,要要加工到二十九点八啊,因为我们在搓的时候呢,还对牙顶有一个挤压啊,他会大出来一点啊,所以呢要减去零点二毫米啊, 那什么时候能用到这个中径呢?在我们使用螺纹千分之的时候要算出中径啊,要算出中径来,我们现在呢因为用 环规进行测量呢,只需要算两个尺寸啊,一个是螺纹大径,另外一个呢?是啊,进刀格数啊,进刀格数的计算啊,大家要注意了啊,下面我们就开始进行加工。
3364鹏飞车工小课堂 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿t 型螺纹计算方法与红程序知识分享, t 型螺纹代号 t 二、牙形角三十度,随着螺距范围不同,其间隙也不同,螺距越大间隙越大,牙膏等于零点五倍螺距,加间隙 小径等于公称大径。减双边牙膏牙底宽等于零点三六六倍螺距。减零点五三六倍的间隙,牙顶宽等于点三六六倍螺距。你学会了吗?每天分享数控知识,感谢老铁们的支持与鼓励!
115车工郑数控车床-编程教学 01:02丝攻下孔径快速计算公式,纯干货! 关于丝攻下孔径是不是每次都要查资料?一个视频教会你快速计算下孔径尺寸的公式,视频最后有下孔径尺寸表,赶紧点赞收藏!#丝锥 #切削刀具 #机械加工 #CNC #机械加工查看AI文稿AI文稿
01:02丝攻下孔径快速计算公式,纯干货! 关于丝攻下孔径是不是每次都要查资料?一个视频教会你快速计算下孔径尺寸的公式,视频最后有下孔径尺寸表,赶紧点赞收藏!#丝锥 #切削刀具 #机械加工 #CNC #机械加工查看AI文稿AI文稿你说不说我说什么的底孔怎么计算的?我算给你看。消施工工制螺纹的下孔径快速计算公式,我们可以用施工的直径 m 三乘零点五,直径三减去他这个螺距点零点五就等于二点五,这个施工他的下孔径就可以打个二点五, 二点五的底孔,他的计算公式就是五减零点八等于四点二,下孔径打四点二即可。 加四公的下孔径也是可以计算出来的,就比如说 m 二乘零点四的四公,我们可以用它的直径减去螺距的一半,相当于是二减零点四除以二等于一点八,所以它的下孔径直接打一点八就可以了。 而且根据材料的不同,最大的下孔径和最小的下孔径调整上一两丝即可,这只是快速计算的一个方式。我整理了一份下孔径对应表,在视频的最后,大家可以点赞收藏。
81数控千金 01:33查看AI文稿AI文稿
01:33查看AI文稿AI文稿你以为图纸上写个 m 八,就是拿八的钻头去打孔?错?而且这个错很多新手一错就是好几年。为什么你画的孔现场老出问题?为什么你标的尺寸师傅一看就皱眉?问题就出在这里,你把钻孔大小和螺纹孔 混为一谈了。记住一句最重要的话,钻孔大小说的是孔本身有多大,螺纹孔说的是这个孔后面还要攻牙。比如图纸写直径八,那就是普通孔,直径八毫米,钻完基本就结束了。但如果图纸写的是 m 八螺纹孔, 那就不是打八的孔了,而是这个孔最后要做成 m 八的内螺纹。重点来了, m 八不等于底孔就是八!很多新手最容易犯的错就是看到 m 八直接上八的钻头,结果一攻牙废了,不是牙太浅,就是根本吃不上, 螺丝一锁直接打滑。那正确怎么做?先打底孔,再攻牙。比如常见 m 八粗牙,螺距一点二五,底孔怎么算?底孔约等于公称直径减螺距,也就是八减减一点二五等于六点七五,实际加工里一般就打六点八的底孔, 然后再去攻 m 八螺纹。听明白没有?普通钻孔看的是最终孔径,螺纹孔看的是攻牙前的底孔尺寸,一个是结果,一个是准备,这两个你分不清,轻一点孔做错,重一点零件报废,装配反攻,工期全乱。 新手最常见的两个坑,我再帮你点透。第一个,把 m 六 m 八 m 十直接当成钻孔直径。第二个,只记螺纹规格,不看螺距。你做机械设计,真正拉开差距的从来不是你软件点的多快,而是这种最基础, 最容易被忽略的细节,你到底清不清楚?你要是还分不清,通孔、成孔、成头孔、螺纹盲孔,评论区告诉我,我下一条继续给你讲透。
811广东飞拓-何工 00:43
00:43 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿公司钻孔钱内螺纹的三大径你必须懂它的概念和车外螺纹不同,第一大径,它指的是内螺纹的牙顶直径,对应公称尺 寸,加工中不直接控制它,了解这个概念就行。第二,中径,这是螺纹配合的唯一基础,必须和螺栓的中径精准匹配,螺纹是紧是松,全看他俩。第三小径,这是内螺纹的牙底最小孔径,是一个理论值,实战关键, 你公司前钻的底孔必须大于这个理论小径。记住万能公式,底孔直径公称直径减螺距,比如 m 十乘以一点五,就用约 f i 八点五毫米的钻头。
11云拓精工 09:34查看AI文稿AI文稿
09:34查看AI文稿AI文稿做过 cnc 的 朋友都写过螺纹,我相信很多人呢没有写过锥度螺纹,接下来通过一个视频详细的教大家锥度螺纹的一个加工工艺以及呢编程方法。首先我们要认识这个锥度螺纹的一个标准,这里分为三种,第一种的话呢就是五十五度音质锥管螺纹 啊,一般是用 r 啊, r c 表示,那么它的规格的话呢,比如说 r 八分之一, r 四分之一啊,那后面呢,这是它的一个螺距啊,大径,小径。第二种的话呢,就是一个六十度的美字啊,这个追踪螺纹啊,用的是一个呢 npt 表示的 啊,那么这个它的规格也是一样,有 npt 八分之一,四分之一等等啊,后面也是它的一个呢,螺距啊,大径啊,小径 啊,那么第三种呢,就是一个公制螺纹,是用 zm 表示,就这个都很要理解,比如说我们常规的一些公制螺纹,比如说 m 八呀, m 六啊之类的啊,只是说 m 前面加了一个 z 啊, zm 六, m 八啊,同样后面是它的螺距啊,这是它的一个大径,一个小径。 好当,这些东西呢都是可以查表的,会得到他的相关的一个数据。那么接下来我们以这个呢 npd 四分之一为例啊,具体的讲解这个如何编程?首先的话就是确定一个底孔,这个底孔的话呢,我这里有两种方式,一种是一个直孔,第二种呢是带锥度的啊, 就是锥孔嘛,因为锥度螺纹嘛,那我们呢底孔做出一个锥孔啊,那什么时候要做锥孔呢?什么时候做锥孔呢?这个我们等会再讲, 那么如果是追红的话,那么上面大下面小,我们叫大头小头吧,这个尺寸也就是抵控的尺寸,如何确定呢?是这样子的啊,大头我们是等于小径,那么小头呢就等于小径减去一个深度的一个呢 除以十六分啊,除以十六,那什么意思呢啊?比如说这个我们像这个大头他就是小径,那这个小径是多少?我们可以查表,这里就是一个呢啊,十一点 啊三五八啊,那么这个小金的话呢,他就等于十一点三五八减去一个呢,这个深度深度是二十除以十六。那为什么除以十六呢?就是因为啊这个追斗面啊,他是一个呢一比十六的,这个东西是规定好了的啊,这是也就是他的一个呢 斜度嘛是一比十六的啊,所以除以十六啊,这个啊追斗这个底孔呢,我已经事先把它画好了的, 那么接下来的话呢,先啊做这个位置,然后呢再做这个直控啊,变刀路是很简单的,那么穿工序,然后呢,呃选择这个呢洗螺纹好 选择把刀具啊,我这是一把呢六毫米的,然后直接呢刀具,这里要注意了啊这里要注意。 嗯,那我们这里是单芽的,所以芽型类型我们用的就是一个呢 npt 的 啊,因为我这里呢啊是这个型号规格是 npt 的 啊, 然后这个螺距是一点四幺幺,这个不是随便给的,这个是查表的啊,那么这里表格呢,这里大家可以看啊一点四幺幺。 好,然后呢我们选择这个几何体,几何体的话呢,我们直接呢选择这个呢啊这个内表面啊,然后呢这个位置啊, 然后我们这个位置牙形和螺距这里有一个从表,从模型,它是个什么意思呢 啊?从模型等会再讲,我们先说从表,从表的话那什么意思呢?其实他独取的呢,从表的话,那后面这些螺纹的一个相关尺寸这些东西呢,都是要我们去输入的,因为他就独取不到这个孔的一个特征啊,所以从表的话,其实呢这个孔他是不具备孔特征的, 他就是一个呢常规的一个孔啊,那么从这个呢模型他会独取到我们这个孔的一个呢相关特征的,这个我们呢等会再讲啊, 所以所以说这里到底有哪种呢?如果你这就是个普通孔的话,里面没有包含孔特征的话,这螺纹特征呢,那我们直接来充表就可以了啊, 好,那我这里呢就重表,重表的话形状啊,那这里呢就是一个呢 npt 啊啊,右手螺纹,然后这个螺蛳呢,它会读取到我们刀具里面的这个呢螺蛳,这个不用改,然后呢这里呢要选择了标准,这里啊这个是一个呢 npt 的, 然后呢我这个是一个呢四分之一,我们选择了一个四分之一, 然后接下来的话呢它这个大进小进呢,这个是 ug 这个软件呢自带的一个四分之一,然后接下来的话呢它这个大进十一点幺幺二五,我们来看一下, 那么它这里呢是一个十一点三五八,其实相差不是很大啊,相差不大,那大件的话呢,十三点六幺六,我们来看一下, 那大件相差的就比较大,所以这里它是有点不准,我们可以把它改过来啊, 十三点六幺六,好,这里呢?然后这个加工深度的话,它默认是这个孔的一个深度,你这里可以改啊可以改,比如说我只想加工呢到十六啊,你可以改啊,点确定啊?这个道路的话呢,就啊这个道路的话就计算出来了。好, 这道路肯定是带追斗的啊,那你可以看得到这个上面大呢,下面小啊,这个斗鬼啊。嗯,那我们现在的话呢,为了呃检验他这个对不对, 所以我这里呢偏了一条线,这条线的话呢,这个距离就是什么呢?就是我们的牙膏,那么这个牙膏怎么算出来的?这个牙膏其实这个是可以算的, 牙膏的话就等于大径脚线减这个小径除以二啊,那我们这个对不对呢?我们可以把刀呢,我们通过前视头把刀放这里看一下,那么刚刚好呢,和我们画的这条线相切,也就是它所加工的位置是对的啊,这是对的 好,但是这个只走一刀,如果你要分成的话呢,这个可以分成这个操作的话呢啊,多种变换嘛,比如说加几刀嘛,加个三刀啊啊,不惧南北刀,你说走个零点二啊,这个呢就是可以,这个操作和我们常规操作是完全是一样的。 好,这实验的这样一个呢分成啊啊,这个呢就是带了一个什么呢?写了个锥孔的。那么还有一种情况呢,我们可以不写锥孔,直接呢啊,比如复制 贴啊,我们直接呢就是说是一个直孔也是可以做的,我们照样呢选择这个特征啊。好,我们选择我们这个直孔,那接下来参数也是一样,从表这参数完全是一样,四分之一,还, 然后把这个也改一下,同样也改好,改好之后呢点确定啊?其他的呢是完全是一样的,那这个道路做出来的话,照样的也是呢,上面大下面小,这是一个坠度的一个呢 啊,锥度螺纹的一个刀路啊。嗯,那这两种的话呢,那你说我要不要到底我做底孔的时候到底是做这种直身的呢?还是做这种呢?有斜度的呢? 是这样子来的,如果你的材料比较软的话,其实直孔是没问题的,如果你材料比较硬的话呢,建议大家呢还是洗出这么一个锥孔,那么这样走起来的话呢,对刀的一个磨损 就没那么严重啊。这是第一种方式,还有一种方式呢,就是说呢,刚才我们说过啊,就是在选择这个孔特征的时候,这里还有一种呢是从模型,那么他也就是说从模型抖取我们的一个呢参数,抖取我们这些螺纹参数,那这个的话我们要做出一个呢螺纹特征 啊,做一个螺纹特征在哪里呢?我们可以通过一个呢做孔孔的话,那这里呢我选择什么呢?选择这个有螺纹的 啊,这里可以选择了,看到没标准,那我就用 n p t 啊, n p t 四四分之一的,所以也就是说它这个螺纹的一个相关的一个信息参数,它已经给你来继承在孔里面去了,就这个意思啊,这是个右旋的,来换一个点,我要放到这个边边上啊,放这个位置,这里呢是一个孔深啊。 呃,然后呢其他的就没什么了。好,我们直接呢确定啊,这个孔特征呢就做出来了,做出来之后那么螺纹的一个相关参数,它是呢包含在这个孔里面的,那我们接下来进入加工 创建工序,洗牙照样的来选择这把刀,那么选这个特征的时候啊,我们选择这个孔, 然后这里呢就可以从模型了,从模型抖取,那我们可以看一下啊,呃,其实这些东西是一样的很啊, 然后呢就它这个尺寸,它默认是灰色的很,你不用你去选择了,因为它抖取的就是我这个孔的一个呢相关尺寸的,其实它这个参数也是不对的,那也是要去改的,其实是一样的啊, 好,这个长度的话呢,我们也可以来去定义它,比如加工十六个毫米 c 啊,然后呢其他的一样的直接来计算 好,这个道路呢也做出来了,也是一个追斗的。所以说呢,有些朋友呢,他就说,我看到有些人呢,他就说像我刚才这样子要去呢创建一个呢螺纹孔啊,那也就是我们有现有的孔,可不可以啊?都可以啊,都可以,只是说螺纹孔的话,它把相关的一个参数呢继承在这个孔里面呢,其实有时候我们也是要改的啊,都是要改的 啊,都可以,这就是其实一个写螺纹啊,其中最的螺纹,其实大家会的话写这个很简单。好,那么大家学会之后呢,记得点赞关注。
2489卓越数控高级培训邓工 05:20查看AI文稿AI文稿
05:20查看AI文稿AI文稿这一期我讲一下关于那个无退刀槽的螺纹增加退尾后螺纹长度变化的问题,这也是一个小的知识点。我们知道 g 九二 这个呢是一个 g 九二增加螺纹退尾的一个格式,我们知道这个 k 是 z 向的退尾, z 向退位,一般情况下是一个螺距或者是半个螺距,一个螺距或者是半个螺距。 z 呢是 x 向的牙膏,这是双边牙膏,这个退位量,这个呢要大于这个 z 是 要大于什么?大于双边牙膏的 case 指的是 z 向的退尾,就是半个逻辑,一个逻辑,刚才已经讲了,这个主要是针对什么?主要是针对无退刀槽的,无退刀槽的这个是 g 九二退尾的一个格式, 我们再看一下那个 g 七六退尾的格式, g 七六这个第一行,这个是加工次数,这个地方呢是 r, 这个是退尾量。上一期我也讲了这个退尾量是一般情况下我们也是给一个逻辑或者是半个逻辑,半个逻辑的情况下是零五, 一个逻辑的情况下是一零,这个是退尾。这两个都是针对无退刀槽的螺纹的加工,但是呢,我们如果说加了退尾呢,它的螺纹尺,螺纹长的尺寸,螺纹长的有尺寸,它会它是有变化的。 我们来画一下这个图, 这个图画的画的不是很标准,假如是 m m 三十乘以个二,这一个外螺纹它的长呢? 假如说是五十,五十, 如果说我们这样的不加退刀槽的时候,是不是我们直接测到五十就可以了?或者是没有退尾的时候,退刀槽如果说往前走一点也可以五十一,假如说我们加了退尾呢,这个就是一个退尾量, 这个就是一个退尾量,这一段距离就是 z 向的退尾, 这个地方就是 z 向的退位,相对来说它的螺纹长增加了,它的螺纹长增加了, 本来是五十一,有可能你给了半个螺距,如果说这个螺距是二,有可能 z 向的距离就是负的五十一了,实际的尺寸就是负的。五十一, 这个是加退尾之后的螺纹的长度的变化,长度变化,只要给定了螺纹退尾,只要给定了螺纹退尾,他的螺纹的有效长度相对的来说相应的来说增加了。 这个呢要根据什么?要根据实际加工中我们刀具还有工件的干涉的问题来计算出他的 实际加工中螺纹的有效场。这个我们一定要知道,如果说你计算不准确的话,有可能是刀具和弓箭发生干涉,发生干涉, 这个呢,其实是一个小的知识点,是一是一个小的知识点。对于初学那个螺纹编程的时候呢,那么那些, 呃,对于初学编程的时候,我们加入退尾和不加退尾,他这个这个尺寸的变化有可能你们不清楚,但是呢,我这一期视频呢,把这个退尾还有一个 退尾量,嗯,讲的细一点,这个是一个尺寸的变化,这是一个小的知识点, 嗯,总之一句话就是螺纹在无退刀槽的情况下,不管你用 g 七、 g 九二还有还是 g 七六,你只要加入了退尾,它的螺纹长度就是 增加了一个退尾量,就是增加了一个退尾长度,相应的来说这个螺纹的有效长是增加了。
 00:09
00:09 01:03查看AI文稿AI文稿
01:03查看AI文稿AI文稿各位同仁大家好,上期我们介绍了英制锥管螺纹的标准结构,今天我们来重点解析它的完整标注规范与应用。英制锥螺纹以公称直径英寸加螺纹代号标注,常用代号包括 r p 为圆柱内螺纹, r c 为圆锥内螺纹, r 为圆锥外螺纹。 同时它们的形状尺寸完全一致,区别在于 r e 对 应 r p, r 二对应 r c。 例如 r c 二分之一代表公称直径二分之一英寸的五十五度圆锥内螺纹,左旋螺纹需加住 l h 标识。 实际应用中,英制坠落纹凭借稳定密封与可靠连接,普遍用于水、暖、燃气、液压、气动、化工、管路传播与通用设备等。对密封有严格要求的系统 适配油、水、气、蒸汽等多种戒指,是英制管路体系的标准配置。在加工与装配环节,需严格控制坠度、牙形、角、 螺距等关键参数,保证通指标检测合格。装配时控制旋紧密距,避免过拧损伤牙型,确保连接强度与长期密封性能。若大家在实际加工中遇到具体规格的标注疑问或配套使用问题,欢迎在评论区一起交流。
9燧研智算 00:14查看AI文稿AI文稿
00:14查看AI文稿AI文稿螺纹尺寸型号表示方法,以这款 m 八乘二乘二十五的外六角组合螺丝为例, m 表示的是公制螺纹,八是它的直径,二是螺距,螺栓长度为二十五。注意,粗牙不标螺距,细牙标螺距。
 00:46查看AI文稿AI文稿
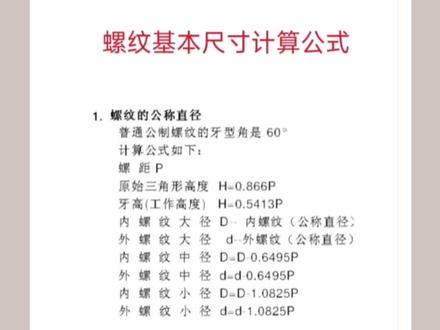
00:46查看AI文稿AI文稿螺纹在日常工作中使用也是相当的频繁,根据这个国家标准动手做了一个螺纹查询计算的小工具,一起来看看公称直径从三到三十六的常用螺纹的标准尺寸查询的功能,当然也可以自定义输入,用公式类计算。 另外还添加了美质螺纹的计算,他是用每英寸上多少个牙来描述螺距。大家还遇到过什么标准的螺纹,欢迎提供资料,必须增加到这个工具中来,完善后分享给大家。机械工艺工作需要了解的东西真杂,标准也是各种各样, 大家觉得日常工作中最常用的标准还有哪些?评论区留言讨论。






猜你喜欢
最新视频
- 1753塔吊小顺