ug12.0自适应铣削没有切削顺序
十二点零的最新版本装上之后喽,大家发现没有这个自下而上的一个切削, 那这个要怎么来才有了这个呢?我们是需要添加一个环境变量,在这边的时候呢,高级系统环境设置啊,在这个环境变量这一个地方, 要可以把它这个环境变量了,把它加上去,把这个值给他加上去,加上去之后呢?你邮寄里面这一个至上而下就有了。

粉丝17.4万获赞160.6万
相关视频
 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿十二点零安装并升级之后呢,发现这个自下而上切销了没有,那这个是怎么来的呢?这个东西呢?我们是要加一个环境变量,在计算机属性这里啊有一个高级系统设置, 然后呢我们可以看到这里有一个黄金变量,你需要去新建添加一下这个黄金变量的值呢?可以百度找到,然后复制粘贴进来再确定好,这个时候你就会发现这个至下而上就有了。
391乘光UG数控编程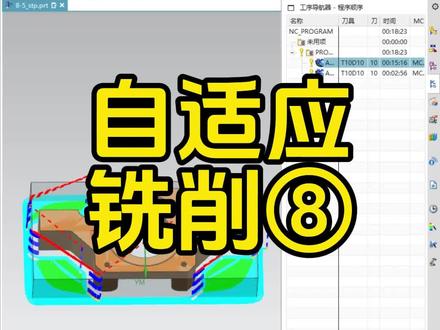 02:03查看AI文稿AI文稿
02:03查看AI文稿AI文稿大家好,我是君主,那么这节课我们就是给大家带来自适应学校的最后一个优化位置。 那我们来看到自适应洗销,你可能会觉得他的跳刀是非常多的,为什么呢?因为自适应洗销他是一个保持顺洗的加工思路,那么如果你想要让他顺利洗,那你就要来到我们连接这里,把它调整为变换切消 啊。但是变换切削他就带有一道逆袭,我们的自身喜笑,他本来就比较吃的猛,你如果还逆袭,那你的刀具肯定受不了,所以我们自身喜笑,通常来说我们避免去产生逆袭,你就让他保持就行了。 那么像这样他有一点抬刀都是没有关系的,他的效率依然很高。我们需要注意的点是他的这些 些绿线转移,这个绿线转移叫做什么意思呢?它就在我们的飞切里面,叫做低高度转移, 那我们看到这里他就有一个默认参数,就是说你转移和转移之间的距离低于百分之五百,刀具多少吧?低于五十毫米的时候,他不转移,而是采用这种绿线的方式 进行进刀,这绿线叫什么呢?叫步进,对吧?大家还记得他叫步进, ok, 那么他采用步进的方式去移到步进,默认是使用什么参数呢?使用我们进给里面的 这个切削参数,那么这样我这里的速度是不是就太慢了?所以那么步径在哪里可以优化呢?就在我们的更多这里,他会有一个步径参数,我们可以给他设 到八千,比如八千,那我们能看到效率就能带来极大的提升,所以说这就是我们低高度转移的优化参数, ok, 那么我们自适应企业的知识点就讲到这一块了, 那么后续我会给大家带来钛合金的加工思路,那么大家点关注不迷路,后续君主老师继续为大家分享。
 03:25查看AI文稿AI文稿
03:25查看AI文稿AI文稿大家好,今天分享这个十二点停自适应体恤的那个工作中的用法啊,主要是针对这个十二点停,因为我们现在不是所有人都找到那个最新版本而竞争工作出发的,这里坐标建好了, obs, 我也建了, 建了一个部件,加了一个毛胚插入在这个工序下面进来找到这个面,形象写下面这里第二个就是我们自适应啊, 点进来刀具有一设置一把第十的刀,点确定部件显得毛笔,显得刀具,我们也选好了十个的,再看下面这个布局啊,这个布局就是我们这项切削的,通常我们给的多少呢?给个百分之五到百分之二十, 看那个技术材料跟刀具来设置的这个地方,我这里给个百分之二十,这个公共就叫深度啊, 这道布局,这里是百分之九十五啊,默认的这是什么意思?我们刀具看一下啊,这下面接个刀具,这里接刀具之后就是我们这个问长啊,这些看到没有?这个问长,假如我们是三十个毫米,这多的不能超过三十啊, 你这里是百分之九十五吗?看到没有?不能设个百分之百,你可能要少入三十就可以了,七九长数下面进来,进来之后,这里有一个顺序啊,这里有一个什么注注注切切,这里看到没有?这两个啊, 一个技术自适应区区,还有个什么带路线的运动区区,这里自适应区区的主要是针对开放区带路线的,看到没有?封闭区下刀的时候,就我们这里有一个封闭区吗?他带路线就走,把这里切换成自适应就可以了啊,这下面有一个自下而上的,这是我们我这里四点二九版本,我这里加了一个 什么房间变量啊?才有,就是没有加房间变量,也没有这房间变量在这里。要的,到时候我放到评论区,你们自己去添加一下就可以了啊。 这里我们直接没用,没被打开之后我们生成一下就是什么?就是我们零二七版本,看到没有生成出来了,是从我们这里有一个台阶,他是从下面往上写的吗?是不是这个台阶没写啊?直接到底了,是不是这参数都没有动啊? 还有还有什么问题呢?这里还有这个进道线比较长,看到没有?这个绿色线,是我们一道线一道线,你可以改一下默认的啊,在飞机器移动里面 必须赢了。这里有一个转移,他这里有个低高度转移,看到没有?这里低高度转移,就是这个,他百分之一千五啊,这地方不要说这么多,我们说多少了,百分之两百就够了,他就跳起来了, 但是跳起来之后这里有有这么多跳倒了,是不是看到没有?我们就是要减少跳倒,这里有一个参数,这个田间,这里就相当于我们这是跟谁跟谁部件来的。把这里改成什么边反切修方向啊,深蹲一下啊,这道路就做好了,是不是 做好了之后,但是我们这个地方啊,这个台阶没做怎么办呢?要,要,你要没有升级的,你可以去什么?单独去把这里做个毛病去开除也可以,但是我们加了一个边角,进去之后自下而上切削,看到没有?自下,那是从从底层开始再往下面走的啊?把这里打开,打开之后这里有一个叶修成, 这个上面都不用去改的,可以深蹲一下,他就把上面的台阶切掉了,可以在三 d 模拟一下,三 d 动弹模拟一下,打慢一点, 他洗完这中间这个洞之后再他洗这个台阶的啊。有喜欢的同学点个赞,加个关注啊,谢谢大家。
229CNC编程芝士 01:40查看AI文稿AI文稿
01:40查看AI文稿AI文稿我们看一下这里哦,我们自适应哦,很多新手刚装完六 g 哦,用到这个自适应他都有个问题哦,留在这里,我们看一下这个切切参数对不对?切切参数,这里 策略啊,正常这里会有个自下而上这个选项哦,这里没有,因为这里缺少了一个环境变量啊,所以我们要用到自下而上这个 这个参数这个设置呢,我们就要添加个环境变量啊,就这个环境变量。怎么添加环境变量呢?我们就是通过这个, 首先这里哦,我的电脑右键高级设置,那这个环境面料这条新建这个系统变成这里新建,我们输入这个这条复制他哦,复制过来,然后这里这里要输个一哦,然后我们确定一下,确定 确定, ok, 我们看一下啊,看这个重启一下这个 ug 啊,重启一下这样符呗,对,重启一下,我们再次打开 ug 看一下,再次打开这个 ug, 稍等一下啊, 我们看一下啊,看一下他出来没有?双击 确确参数点一下看到没有?看见吗?自下而上接线,这里切成之间接线哦,这样他就出来哦,这是一个是叫一个新专 ug 哦,要用到这个自适应哦,你就要必须添加这个 环境面料啊,环境面料, ok, 这个小视频主要是讲讲这个问题啊,希望能闻到更多的星球小白哦,感谢大家。
124CNC老麦—腾达数控 01:27查看AI文稿AI文稿
01:27查看AI文稿AI文稿同学们大家好,我是君主,那么这节课继续为大家分享自适应喜肖的参数,那么上节课我们讲到了自适应喜肖的基础设置方式,那么像他的设置参数到底什么时候该怎么去设置呢?这才是自适应喜肖的精髓。 首先我们说到你要设置参数,你首先要分清楚你的机器,你是硬轨机还是线轨迹, 那么这两个大家太学术的地方可能听不懂,我们就这么来理解。硬轨机就像我们的拖拉机, 他更抗造,但是他的精度更差,线轨迹就像我们的小轿车,他的精度很高,但是他相对拖拉机要脆弱一些,所以说两种 机器的参数是截然不同的,采用的思路也是不同的。那么首先我们说到我们的侧刃,切身 在我们的线轨机里面,我们的侧刃是每刀吃一到一点五,不能太多,太多的话会影响到你的设备的性能,会导致你设备性能的精度下降,这是线轨机, 那么硬轨机我们一般测认是吃二点五到三点五,这就是我们关于测认上面硬轨线轨的区别。那么接下来内容君主老师后面继续为大家分享。
 14:02查看AI文稿AI文稿
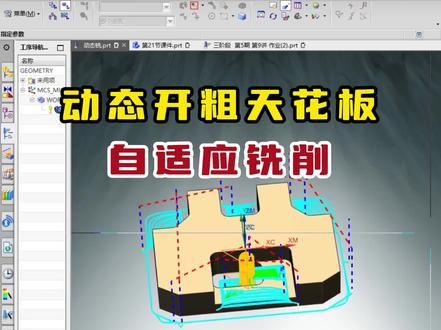
14:02查看AI文稿AI文稿大家好,今天介绍一下优技的自生喜笑功能,也叫动态喜。嗯,首先呢我是提前编好了一个很简单的一个一个程序, 很直观,自身喜笑就动态喜,最与敌人喜,就是与那个形象喜,最大的区别就是他的切身很大, 但是他的部距又特别小,切身就是很简单理解,就是我们平时的立家的车床,他的 z 方向的一个深度,比如说我们可能说从 z 零到 z 十到 z 十五到 z 十五,然后 z 负三十 这个样子,你像平时我们的底任切削,可能我们一次的这一项下刀量只有一个毫米,或者是五十道小刀,小刀, 刀具,小刀具,比如这个程序,它就是一个敌人起效的一个道路,显示道路轨迹。 呃,首先呢,我是绘制了一个比较简单的一个槽腔的一个可体,他的尺寸内槽腔的尺寸是六十宽六十建六十的一个矩形正方形,六十建六十的一个正方形。 首先呢我们先在程序中就设定好我们的坐标系,然后确定好我们的道具以后, 然后在我们的程序工中,程序中然后插入我们的工序,然后在我们的第三第二个选项中,在默认里面有第二个选项中有一个自适应洗销,就是 ug 十二, ug 十二版本以上有自适应喜销,然后选择我们的自适应喜销,选择我们的刀具,我就选的是十个二零,我都没有太没有再改了,就拿它做比方吧,做比喻吧,然后选择我们的坐标几何体,然后确定 确定,进入到我们的设置中,选择我们的部件,点击部件确认部件确定, 确定好了以后我们需要更改几个地方。首先他的布局是什么?他刚才提到我们那个气球深度是他最高箱的一个深度。还有我们的布局,我的布局就比如说是以 x 外平面的一个 取消宽度,我们可以认为是他的取消宽度,整个刀具的一个侧面的持刀量。呃,他默认是百分比十,比如说我们是十个的刀具百, 百分比十就相当于是切,就是侧切切一个毫米,当然有更好的刀具他可能说会切更多, 比如说我们最起码我用到最长,就我用到的也是一些常见道具,市场比较常见那些道具百分之十是没有问题的。 咱就百分之十,他是一个很大的一个范围。他不说,他不光说的是什么很小到三四个毫米,包括十多个毫米,二十多个毫米的刀具,他百分之十都是没有问题的。 但是有时候以防万一,可能刚开始去用这个功能,他比较暴力,我从直观去看他,他比较暴力, 如果感觉不放心的话,可以适当减小一些,比如说我们减,减到百分之八或百分之五就更小,就百分之五,其实已经百分之五已经很小了。然后我们再切身,刚才我们 看我们的零件总深度四十个毫米,比如说我们现在就切身一刀十个毫米吧。其实对于十个的,对于市场建的刀,比如说我们这个是加工的是铝件,其实钢件也可以,就拿铝件来做比方吧。 呃,屡见,我们一刀下十个,一刀下二十个都是没有问题的。就举例我们就一刀下十个吧,恒定,然后在最大距离中他最原始是百,是百分比的一种设置,我们可以改成毫米制的,比如说我们毫米制的十个毫米,每次一刀。 对,然后在下面设置设置什么东西呢?首先在我们选择这个功能以后,我们也可以选择他的指定毛坯,就如果说你现有有指定他的一个毛坯的话,不管是原光料或是他的一个 巨型的一个包容体的一个方方形料都可以选择他毛坯也可以。然后在我们的切削层中, 然后选择我们的自动,然后你会看到在我不选择自动的时候我取消,在我不选择自动的时候,他的默认深度是直接到零件底部的, 他的默认深度到零点底部的。如果说在我们再往前退,然后退到我们的最开始的他的这个长度,如果是默认,他刚才默认是百分之九十五,然后这个平面距离百分之八无所谓,就百分九十五情况下,我们运行一下,你会看到他默认的道路,稍等一下这个 这个策略,他的运行比较慢,我电脑比较老,可能运行比较慢一些,你会看到他这个道路他没有干到零件的底部,这 他默认的数据他加工不到零件底部,如何将他能加工到零件底部呢?就是在这个切胶层中 改变,你可以去手动,在这个这个选择对象中手动的去选择我们的底面,手动我们选择我们零零点底面, 或者是在第一个范围类型中选择自动,他也会自动拾取到你整个零件的一个内腔的一个底面。 ok, 确定, 确定好了,刚才我们那个是一刀十个毫米,我就确定是十个毫米,然后如果需要放余量就放余量就好了,我在这里就不设置了。然后我们生成一下, 比较慢,比较慢,因为这个运行起来,整个这个策略运行比较费,整个应该是电脑的一个 cpu 啊,他计算器比较慢,包括内存比较占用,内存 好,计算完了我们能看到,我们先确认一下,别一会点错了。好,我们能看到这个刀路,他是每一刀每一刀十毫米去向下切的, 他是通过旋转的方式,相当于是他先开一个孔出来,然后把一个孔开到一定深度,比刚才我们这十毫米开到一定深度以后,他就会绕圈圈,然后他会参考这个方形的一个轮廓尺寸,然后开始绕圈圈,绕圈圈,绕圈圈。他实际的 道路你能看到他有蓝色的线,就淡蓝色的,还有绿色的线。绿色线这一部分是什么呢?你会发现你把这个道路平放了以后,你会发现绿色这个线他他是有一定高度的, 绿色线是他快一快速转移的一条线,因为我们用的是瞬袭,如果我们用的是混合器的话,就没有这个,但混合器有时候就不是特别好,会积蓄, 就是这个道路的一种生成方式,切记,还有一点就是这是我个人习惯的,也是自己实践出来发现的。 呃,比如说我们现在的这个形象系,我这形象系也是同样的,十个二二零的刀具,十二零的刀具,我们用的切削速度,比如我们的转速四千,我们的切削速度,比如说我们就设置成一样吧,就三 三千五,然后同样的切销速度,同样的切销速度下,我们可以对比一下他理论的这个优技计算的时间,虽然说这个时间他不匹配,我随便给六千,因为侧起他的专属是要求高一些的,他有比底切的专属要高一些,三千五, ok, 确定确定好。其实我们能看出来他最直观的是时间方面的一个减少,与形象系与底气底任切削比起来要少很多。在理论时间中, 自身用洗胶的时间一刀下十毫米其实可以还能下更多,他时间会更短,在我们一刀下十毫米的情况下,他的时间是七分,然后在我们的底切中一次下零点八毫米, 我们的我们的消耗时间是十四分钟,这是很明显的一种时间差异, 这就是自适应喜销。当然自适应喜销也有他的弊端,也是亲测,亲测发现的自适应喜销 影响最大的就是对于零件的一个硬力问题,比如说有一些零件他可能说比较更薄一些,或者说的是币更薄一些或底更薄一些的话,他是你迟到量大的话,他是很影响整个零件的一个自身的一个应力释放问题, 呃,底切他零件的变形他不如他没有自适应洗销的零件变形大。 呃。所以说使用自身洗效的时候,我们加工余量尽可能的要比我们的底切时候用 雨量要大一点,比如说我们侧洗,比如说我们拿底切,拿行枪洗洗的时候,或者其他任何一个底切功能底下策略我们洗的时候,比如说我们的周边可能说预留了十到二十道,或者说十道就是零点零点一毫米或零点二毫米, 我们的侧洗就我们的自信洗销可能我们就要放到尽可能会放到零点五毫米或者一个毫米, 是这个样子,呃,有市场上面还有一点就是我们的底切的转速比较低,底切使用的转速比较低, 然后侧洗的转速比较高一些。还有就是刚才我提到那个第一次使用的时候可能会有一些畏惧,因为刀具下的深度比较深,他洗下来洗,他加工起来的生 也比较大。然后其次就是他整个好几个弊端,就是他的一个排序问题,因为他切身很大,他的一些穴他可能不会第一时间会排出去,所以说这一点也比较要求你整个设备的一些什么冷却液的 一个一个喷的一个喷喷的一个压力问题,如果压力过小的话,你的血是出不去的,会一直在整个腔体里面,导致后期可能说是加工的时候都会因为血去挤断了,也很麻烦。 这是行枪洗与自身洗销,自身洗掉一个方法,与行枪洗之间的一个对比。但是行枪洗的设置和自身洗销的设置基本相同,那就比较简单,因为他这个工,他这个,他这两个策略都是基于三维数模去做的,或者说的是平 平面、小平面体,或是一些一些简单的一些设置的平面,他基于这些去做的是比较简单的设置啊。谢谢大家,今天自身喜销的这个简单功能就给大家介绍到这里,感谢大家支持,再见。 这个就是流的原原泵料,就是刚才是我们加工腔内还有一种加工腔外,加工腔外的话我们就要得设置我们的毛坯。就如果说刚才我们家只加工腔内的话,其实我们只选择我们的零零件就好了, 或者说我们去再增加一个,一个一个一个修剪边界就修剪边界就 ok。 然后在这个选择毛坯里面他是跟上一个我们指示加工里面有多了一个什么操多了几种操作呢? 呃,我就一会再重不重新做了,重新做的话电脑声太慢了。首先就是他多了一个选择毛坯,我的毛坯就是这个原磅料, 然后其次我们就是在这个切削层中,其其他的就可以改成十就 ok 了,其他都一样的,没有没有做,没有做修改。然后在切削层中, 然后侧腰层中会增加两个深度。呃,第一个深度四十是我们对于内腔的一个深度设定, 让他确定到四十有一个他的一个指定他加工的一个深度。呃,其实熟悉这种就基于数模加工的能了解,能了解一些,包括特别是像我们的等高系, 就这种你要是不指定深度的话,有时候可能你的设置到高,他可能加工不到。比如说我先把四十删掉的话, 他其实是加工不到实际的,他内腔的这个比面,他会以五十这个深度来自己去计算,十五毫米一层,十五毫米一层,刚才我们这个深度是四十,他只能计算到三十这个深度就结束了。 所以说我们我们在做这种带加工外外部的时候,用测试器,切记一点,一定要加深度,把每一个内外深度都已经明确好,明确,好, ok, 然后剩下的就是我们的一个道路,我灵姐隐藏一下, 我领先隐藏一下选项的道路,能看到他内部这个是直接干到底,刚才我 十五毫米,十五毫米一兜,他直接干到四十的底,然后这个是外部的,外部刚才我定的是五十毫米最深,他实际是加工到五十毫米的,没有问题。然后他是十五毫米一层,十五毫米一层,一直加工到五十毫米, 这样其实能看到他这个地方就前两刀比较宽一些,最后一刀能窄一些,就是因为确定了他的一个加工深度,他才会这种变化,有这种变量,这种变量值出现。 ok, 这是刚才增加了一小段,因为我突然想到这个毛坯的这个没有,没有录制,所以说增加了一小段。好了,感谢大家,感谢感谢。
32时珂可 03:19查看AI文稿AI文稿
03:19查看AI文稿AI文稿欢迎各位小伙伴来到千言课堂,我是千言风雨,那么今天呢我们接上一个视频的内容,好吧,教大家呢如何添加这个 ug 十二点零里面的这个区域,取消呢?它的一个螺旋走道的方式,我们应该怎么让 出现在这个监控方法里面呢?是吧?那今天呢我就给大家带来这么一个视频啊,那么首先呢我们要明白这个环境变量呢是 怎么弄到的,好吧,这里呢我们可以去网上是吧?去网上随便的在一个浏览器里面输入一些关键字是吧? ug 三点零,然后取消螺旋环境面料,我们就 敲入这些嗯关键字,然后点击搜索,搜索的话呢,像比如说我进入到这个里面啊,进入到里面,进入到里面之后呢, 他这里呢就会有一些环境变量的一个分享,就比如说这里环境明是吧,那或这个变量明就是我们要要找的这个环境变量的啊,这个变变量值的话呢,我们可以记住他就好了,是吧?就一个一很很容易就打出来,然后像上面这种 电量名的话呢,就尽量的包具或者说不能手工输入,是不是我们呢就只能是 复制他,而且复制的时候呢,你还注意一下,前后都不能复制一个空格,我们就直接复制啊,复制好了之后呢,我们去这个计算机里面是吧?就这个啊,这个 这个计算机右键属性进来之后呢,这里有个叫高级系统设置的,我们点进去啊,点进去之后呢, 下面这里就有个环境变量了是吧?然后再点进去,点进去之后呢里面的环境变量分两种啊,一种呢是用户变量, 一种呢是系统面料。我们要添加的是系统面料啊,你不要点上面的新建,你要点下面的新建啊,新建点一下,点一下之后呢,把我们的变量名格里复制一下是吧,粘贴 变量值,这里呢直接手动输入这个一就好了。收入输入一,然后点击确定啊,因为我这里呢已经添加过了,我再添加一次的话呢,可能会出错是吧,我这里呢就点取消啊,不过小朋友们在添加的时候呢, 复制好之后呢要点击确定啊,而不是取消这两就点击确定啊,确定好之后呢,再点一下下面这个确定啊,点一下,点一下之后呢全部确定啊,一路就确定退出去,退出去之后呢,我们再重启一下我们的一个基础 软件就可以看到里面呢就可以重启一下我们的这个啊 ug 软件就可以看到你的区域喜消里面呢就有一个螺旋走刀了。好吧,那这个方法呢是还是比较简单的,是不是 通过上述这么一种方法之后呢,我们就可以得到这么一个螺旋走道的交通方式啊。螺旋走道的话呢,比较适合用来讲做我们这种。嗯,球面的惊压工是吧,走出来的效果肯定是锃亮锃亮的。好吧, 这个视频小朋友们学会了吗?如果说学会的话呢,记得点个赞再走好吧。嗯,如果说对我们的系统课或者是公开课呢感兴趣的小伙伴可以通过主页关注我,然后呢获取我们这边一个 公开课的直播地址啊,欢迎各位小伙伴呢到时候呢来捧捧场子啊,感谢各位小伙伴的收听,再见!
245UG编程莫莫-千言教育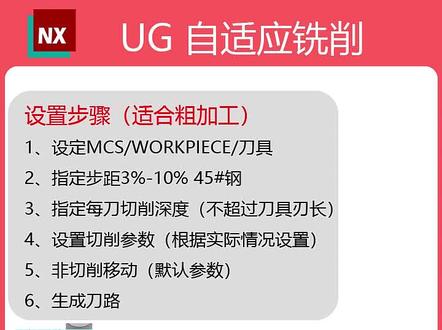 02:44查看AI文稿AI文稿
02:44查看AI文稿AI文稿ug 动态洗是如何创建的?进入这个加工模块,选择这个有三轴洗,点确定。 点击完了之后,我们进入这个几何视图,设置这个 m c s 与这个 w c s 重合,点击这个 w c s, 点确定 点确定好这个是坐标系。第二个,设置这个毛胚体指定部件,选择这个部件,设置毛胚,选择这个圆柱包容体, 点确定。第三步,设置这个刀具 道具,我们设置个十毫米的细刀, d 幺零的十毫米细刀道具号一点确定。第四步,我们穿越这个动态细的这个工序, 点击这个字适应喜学,这是上面写的这个角底线的这个 overpiece, 点击确定 啊,这是部件,这是几何体。这个刀具刀具直径我们一般设为三到三到百,三到百分之十都可以,一般我们设个五, 这个刀具长度我们可以设为这个,因为这个尺寸是二十,我们可以设为十毫米, 变成深度, 就就这个切切层的意思,就是有三十毫米切切移动,选择这个深度优先先把这个槽洗完之后再洗这个,再洗这个,再洗这个 连连接变换,哎,这样往复试的 a 七可以移动,默认这参数就默认的点确定,点击这个生成, 把这个成语生成完了之后,我们来看一下这两层的啊,点击确定, 那我们进入这个魔力。
1424水曰瞬间花开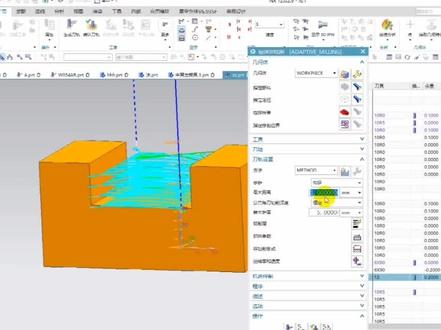 03:50查看AI文稿AI文稿
03:50查看AI文稿AI文稿那自身一洗消他的特点就是说这个加工效率的是极高啊。首先我们要清楚什么叫自身一洗消啊?呃,我们先说一下常规的这个加工方式,常规的加工方式就是说我们从上到下 就是逐层加工,比如一到零点五是吧?这个高度一层一层加工啊,这个道路比较多,时间比较长,那么自身一起结了,我们大家看一下,大家看他就只起表面一层,最后一层道路 啊,就通过这个侧着把架用出来靠过去的,对吧?就上面所有道都没有,就一层道路有点像光平面的意思啊,其实和光平面差不多啊,只说这个道路更均匀,然后更准确一些啊。对, 呃,大概是这样的一个情况啊。好,那么下面的话我们对其中参数嘎进行啊分享一下,因为很多同学他不知道该怎么试对应的参数啊,他不知道为什么这么 啊,该怎么进行调整啊?遇到不同材料不同刀具,那今天老师就给大家分享一下啊。呃,在这里面我们说,呃和你材料有特别大的关系啊,你做与和做钢他肯定不一样啊,你做不锈钢的,和你做铝合金的那,呃差别挺大的啊。第二个就是你刀具, 嗯,那有什么差别呢?如果你做雨料的话,首先我们要知道我们这个刀路他原理啊,我刚刚讲的他就通过这个侧刃靠过去是吧?侧壁加工他不是通过刀尖切削,所以,呃,如果你是雨料的话,你这个切宽可以大一些,就这个布局是吧?可以宽一些啊, 时间肯定短一些。你做钢料话这个布局肯定要小一些啊,这是第一个材料,第二个就是我们刀具要质量好,刀具啊,硬度要高,刀具对吧?那一般的刀,常规刀啊,那降不了啊,这两个一定要清楚啊,当然 第三个就转数进给的问题啊啊,然后我们下面看具体的参数,弓箭宝贝都要选好啊,接下来包括我们的刀具啊,那肯定带侧刃是吧?你不带侧刃就不用不用弹的啊,必须要弹,带侧刃对, 好,而且你测认是吧,肯定要高于你这个家的位置。嗯,那是不是我们每次都是洗衣刀呢?道也不是, 比如说你这个地方深度特别深,比如五十深是吧?你侧身才二十深,那你说你一刀跨过去这把灯瞬间两半了吗?所以假如说这个地方这个层很高,那我们就多层加工,懂吗? 那加入两层甚至三层,对,是这个意思,一定要一定要清楚啊,比如现在我们是加工的,只加了一层是吧?那如果说我们这个地方很高,或者说刀具测试没那么高的话啊,没那么长,那我们就加工好几层, 这个是一定要清楚的,就好比说我们现在所看到的这个位置,他就洗了四层,对吧?这才是我们所需要的,懂吧?啊?对,他也不是说永远是一层啊, 要看你加那个深度,很深的时候一定要加啊,那在哪个地方解决的是吧?就是这个位置吗?这我们切身吗?那么切宽的话就是上面这个地方是吧?这个切宽应该多少了? 像钢料的话一般是零点几到一两毫米左右,如果雨料的话可以稍微大一点啊,还是要看材料硬度越高,这个肯定要越小一些啊,这是我们关于这个切宽啊,对,这个也很重要啊,就是我们这个布局。 呃,第三个参数的就是我们自身音喜效当中这个切销类型啊,他有两种,一个是带螺旋的,第二个是继继续自身音喜效,所以很显然 第二种肯定是用在我们封闭的形状。第一种肯定是用在我们开放的形状,因为封闭的形状我们先下刀嘛,是吧?你不能说, 因为我们始终不是通过刀尖加工,这个一定要清楚这个中心思想,他通过这个策刃加工,那他得下去吗?下去的话 他得先绕个孔出来,所以带螺旋运动用这种。啊,那为什么这个时候没有说考虑下刀问题了?因为我们这个这个时候下刀,他在弓箭之外吗?所以开放区的话你就不用担心下刀的问题啊,他在外面下刀啊。
163三玖教育科技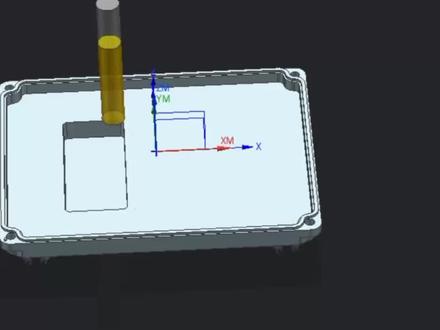 02:12查看AI文稿AI文稿
02:12查看AI文稿AI文稿大家好,我是千言陈松,给大家分享一个我们猛男都爱用的自适应动态洗血,也俗称为暴力切削。其实动态洗说白了就是说通过我们刀月侧刃进行切削吗?有的叫侧刃洗,所以我们可以提前看到一下他的这个参数, 然后话不多说,直接给大家演示我们是怎么做的。首先把我们原有这个程序进行删除, 先进入好几何视图,定义好 m c, s, 还有 oppes, oppos 里面指定一个部件,指定一个毛坯,选好之后我们返回程序顺势图,然后点击右键插入一个工序,选择我们的自适应喜鹊,点击确定, 进入之后我们选择为 ocps, 然后工具我们创建一把第一十二的洗刀,第一十二的洗刀点击确定。 然后我们这边改为侧直布局,这里是你这边侧直布局,一般给个一点五啊,两毫米都比较 ok 的,因为我们给好之后进行一下更改一下我们切削参数里面这个切削数据改为深度游线连接,改为我们的往复连接点,确定这边报警的布局大于刀具直径 指定,小于等于道具指定的布局大于我们刚刚这里给多了刚刚给的一点五的这个软件,他变成十五了,所以说这边我们每次更改完之后要点击回车,一点五回车, ok, 然后再进入其他弹数,更改我们的往复切 销点,确定还更改一个切削层,这层他这里是单侧啊,这边我们改为用户定义,我们选择一下他这个底面,他总共有两层吧,然后新建,再把下面那一个也选上, ok, 点击确定,然后直接一键生成,等他自动进行运算就 ok 了。 然后你能得到一个同款的猛男动态测认喜学,感觉有收获的小伙伴记得点赞加关注,感谢大家收听!
410UG编程小苒 03:16查看AI文稿AI文稿
03:16查看AI文稿AI文稿大家好,我是王公。那有很多粉丝朋友们咨询啊,像这种开放区域怎么走外部进道,并且只洗这一个单独的区域?首先我们来看一下你们会发生什么问题啊?全部洗,那全部洗这个地方是走外部进道,但是呢道路有点扭, 什么情况呢?比如说你就想洗这个位置啊,那么试一下,那定刀又不合适, 然后我们把金刀搞定以后又有多余的动作,那我们最终这是一条完美的道路,那怎么做出来呢?我们一一解惑啊。首先我们看一下几何是图部件,就这个部件,对吧?好朋友们 宝贝,就是这个毛病啊,我们一个一个来,我们插入工序,选择我们的,没有坑他里面的 c 道具,我们直接选择把十毫米的道具啊, 确定完以后,我们双击打开它,直接选用我们的 workpis, 然后呢直接生成,我们插座都没有改, 那这声音也非常的简单啊,那这时候刀都不合我们心意,我们只想加工这个开关区域。好,那我们去复制内部粘贴,怎么办呢?去修剪剪这个面,修剪呢内侧,我们修剪外侧啊,确定确定完以后我们再生成, 这时候刀路可以了,但是呢我不想让这样螺旋到底进刀,那非常的难受,我想走外面进道,是不是啊?走外面进道,那怎么处理他呢? 你看我们这个有多余的动作,是不是啊?我们复制再复制一个内部粘贴没错了啊,复制 粘贴一个,那么这时候呢,脑子活跃一点啊,我们直接用 mcs 部件,我用这个部件确定,确定完以后,我们切成那个图层里面啊,有我们画好的一个毛坯,看到吗? 我这个毛坯呢,这些地方没有材料要去加工,只有这个地方有材料去加工,那么把毛坯选择一下,那这时候呢?其他边界就没有用了,对吧?缺点边界就没有用,那么给他关掉,关掉以后我们再生成, 那这时候刀路有这种,有这种像拐出去一样的,你很难受。确实呢,对我们加工效果也不好,变成滚动嘛。那么怎么处理这种情况呢?其实我上次视频已经发过了啊,那么给他隐藏,再复制一个,再粘贴一个, 我们拉伸一下,在建模里面拉伸一下,非常的简单啊,直接选择我们的面的边,拉多少呢?随意啊,二十也够。那么再到加工里面去,这个时候只需要干什么呢?把这个部件也给他一起选上,再生成一下, 那么这个刀路就完美了,对不对?这个没洗到底,你们应该都会的,对吧?啊? 所以说你要把思路打开,一步一步,什么原因,到底是因为什么,然后我们逐个去解决,对吧?这样子你才能把 ug 这个软件学好啊。那么这期就分享到这里,你们如果说有什么问题呢?欢迎在评论区留言啊。
185ug2121221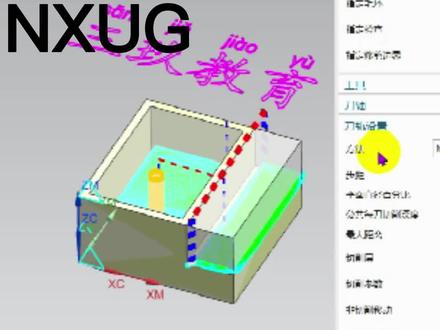 01:41查看AI文稿AI文稿
01:41查看AI文稿AI文稿大家好,我是追梦啊,今天给大家讲一分享一个知识性取消在我们实习单工中啊,如何去指定我们这个销区域? 好,这里呢?我们是两个区域啊,一个是部件,一个是选择我们整个的毛胚,是吧?然后呢他就生成了两个区域的一个加工,那如何去选择一个区域加工这里呢?可以设置一个毛胚范围啊,毛胚呢,我们不选整个,我们可以选单个,是吧?这样子他是可以生成的一个道路的。 嗯,好,这是我们的第一种方法啊,通过指定毛胚来选择我们的这个范围,那也可以通过我们的这个, 嗯,通过我们的这个修剪边界啊,他也是可以实现的,比如说我修剪啊这个面的内部好确定,那么这 这样的字,他也是可以把这边修剪掉,然后写这边。好,这是我们用修剪边界啊做的一个效果。然后呢我们再看一下还有没有其他方法呢?那么这个方法呢,肯定是还有的。嗯, 我们来去找到这个选项,找到这个对话框,然后我们重置一下,然后确定, 这个时候呢我们界面就发生改变了,你会发现会多了一个指定切药区域,这个时候我们只需要去选择一下区域,他也是可以实现的,比如说这里就选这里,然后确定,那么毛坯呢,我们就把它取消掉了,不要了。嗯,那修剪边界呢,我们也把它取消掉, 那么这个时候呢,我们只需要指定经销区域,他也是可以去限制我们这个加工范围的。嗯嗯,好了,这就是我们自私营销的几种方法,感谢大家的收看。
169UG编程三玖教育咨询



猜你喜欢
- 1.1万阿童穆呀