po ox p4丝锥什么意思
请问 p 四等于 g 六吗?不等于,虽然都是精度等级的划分,但是完全不同。 p 级精度是切消施工的精度等级, g 级精度是挤压施工的精度等级。 同规格, p 四精度是在中径基准值基础上加大六十到八十微米, g 六则是在基准值基础上加大六十四到七十六微米。注意具体数值根据规格大小也有所不同。

粉丝1.3万获赞5.6万
相关视频
 01:16查看AI文稿AI文稿
01:16查看AI文稿AI文稿有网友问我啊,这个思追的精度那么多,怎么选?我今天告诉你个小窍门,咱先给你看两个东西,看一下同样是 m 六乘以一的 p 二 p 三加二是什么意思, 七四加四十又是什么意思呢?再给大家看一下这个啊, m 六乘以一的呢,他因为他是从一毫米到二十四毫米啊,然后牙距是一点零在这个之间,那刚好 我们是参考 b 型,这个 b 型的一个精度表呢,他是中径基准值啊,他大一号就是大公差大二十微米,知道 p 二 p 四的意思了吧, 也就说在正常的思追的一个中径上加了二十微米和加了四十微米。这时候重点来了,告诉你一个小窍门啊,如果我们买 m 六乘以一的思追,正常 p 二是可以过六 h 的龙尾龟的,对吧?那我们选 p 三加大 好的,不光不会超差,通归通止,归止,寿命还会长很多哦。我说的是雅马娃思追啊,顶多也就是说是日本产的思追可以这么选。对于我们国产思追还有欧美的这个思追啊,因为每一个地方的公差带它的一个上线还是中线还是下线不一样, 让宝宝爱货逼货泛滥,尤其某宝上面,想省心买的放心找我们一级精神。
 00:15查看AI文稿AI文稿
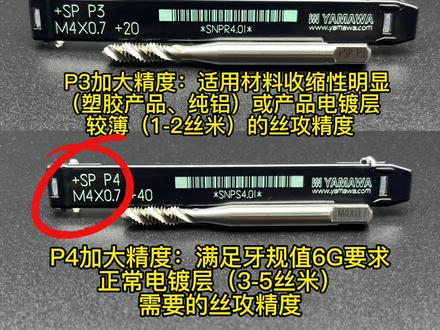
00:15查看AI文稿AI文稿p 二,标准精度对应产品牙规值标准精度要求。 p 三,加大精度是用材料收缩性明显或产品电镀层酵步的施工精度。 p 四,加大精度满足牙规值六 g 要求正常电镀层需要的施工精度你了解了吗?
601超鼎切削 01:00查看AI文稿AI文稿
01:00查看AI文稿AI文稿韩姐,这两款丝锥上面有 p 三和 p 四,他们两个有什么区别吗? 你这两款是 sh 三五零的,这款是做硬钢的,我们做硬钢的这一款它非常好用。至于你说的那个 p 三和 p 四的区别呢?是它的一个中定中度的区别, p 四的中间精度比 p 三的中间精度要加大一丝,明白了吗?明白了。那我用六 h 的螺纹规解是选 p 三还是 p 四? 呃,正常情况下呢,我会推荐 p 三的去对标 u h 这个龙王会,但是也要看客户的工装家具。正常的情况下呢,我们是 十堆的精度,加上啊工装家具的这个跳动累积起来要供出来,只要不超过六 h 的这个精度标准,就不管是 p 三和 p 四我们都是可以用的,明白不?嗯。
32凯迪克数控 01:00查看AI文稿AI文稿
01:00查看AI文稿AI文稿哈喽,大家好,今天给大家说一下切削施工的主要分类,常用的切削施工主要是螺旋施工, sp 电钻施工, pu 直钩施工, ht 三种施工钩形。那螺旋施工 s p 螺旋施工钩形就是下图看一下啊,钩形呈现螺旋状啊,施工连续加工,切削卷曲排泄会向后方排出,出入部为二点五芽。盲孔加工线段施工, pu 线段施工钩形如下图,直钩型, 胸部前端有一条斜勾的形状,切削时切削是向前排出,几乎不会有切削造成的加工的问题。 还有先端为浅直钩钩形啊,这个抗折长度高,切削柳粒小,赤肉部为五芽,最适合通孔加工。用它直勾四公的话,呃,四宫的那个钩形是为直钩型的,切削较细,一般公牙的时候切削会囤积在沟内。赤肉部长度分为第二弓中 牙和第三宫。上一点五牙适合加工铁线型啊,为粉末状或者颗粒状的材料,如铸铁等。想知道更多,关注我。
 00:08查看AI文稿AI文稿
00:08查看AI文稿AI文稿sp 一般偏白较大的手动与自动供养机低速使用,加 sp 数控机械与加工中心使用,你了解了吗?
53冠捷丝锥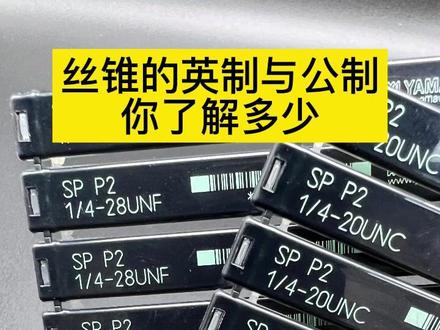 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿思追的英制用英寸表示一英寸等于二十五点四毫米,他们是怎么换算的呢?如四分之一杠,二十 四分之一表示四分之一英寸等于二十五点四乘一除以四,等于六点三五毫米。二是表示每英寸有二十个芽,等于二十除以二十五点四等于零点七八七毫米,记住了吗?
843超鼎切削 05:35查看AI文稿AI文稿
05:35查看AI文稿AI文稿这条视频将带你全方位的了解丝锥技巧与使用和挑选方法。无论你是攻何种螺纹,无论是使用什么丝锥,以及关于螺纹的竞技计算方法等等,坚持看完之后,你在丝锥攻螺纹时将不会出现任何问题。桌子上的这些全都是丝锥,他们可不相同。这种可能是最为优秀的手动公司工具,而这种则是适用于特定类型的孔, 还有一些适用于特定类型材料的丝锥,他们的使用方法也可不相同。如果你想要了解这些,请跟着我们耐心看完。一个丝锥与另一个丝锥产生差异的地方,就是这里靠近尖端的位置。丝锥的切割面会首先接触螺纹,事实证明,这里切割的角度会对丝锥产生非常大的影响。为了让大家理解更清楚这个角度, 我们这里先来做一个小实验。如果我们把这里的铲子设置成副角度,向左一点,血会被推向哪个方向?血肯定是向左跑,也就是朝我们屏幕的下方。如果现在将铲子设置为正角向右一点,我们可以想象到血会被推向另一个方向,也就是朝我们 屏幕的上方。如果将铲子设置为正前方,血就会往任意方向去跑。现在知道了改变铲子的角度,就会知道血会被推向哪边。同样的道理,我们也可以根据丝锥切割面的角度来判断和控制切屑的方向。现在这里有三只丝锥,先端丝锥、螺旋丝锥和直槽丝锥。 这些丝锥之间的排泄槽有些不一样,但是我们先不考虑这个,先看丝锥的尖端认口,前端认口是最重要的地方,我们现在随便找一只丝锥就可以知道铁屑是往下还是往上排。 和我们前面测试的一样,线端丝锥会将切线向下推到孔中,螺旋丝锥会将切线往上排出。孔,直槽丝锥会将切线向下或向上排出。知道切线往哪里排出非常重要,它关系到如何正确使用丝锥以及执行正确的城市码。 现在有一个盲孔弓箭,这时如果使用线端丝锥就必须非常小心。线端丝弓的切线会往丝锥刃口的前端排出。如果孔的底部没有足够的空间,这些切线则会磨损你的丝锥, 甚至是把丝锥弄断。但不是所有的切线都是这样。有些加工材料的切线比较长,如钢、铝等,这种长切线材料必须要从某个地方排出,无论是向上排出还是向下排出。我们的先端丝锥或 螺旋丝锥,根据他们切刃角度就可以决定切线的方向。有些材料像如铸铁式粉末状切线这种制造出来的短碎线,我们会用直槽丝锥。切线的方向只是公司的一部分。现在来看丝锥的另一个特性,尖端上的倒角。这三种丝锥展示了我们最初常见的倒角锥度。赛装底螺丝锥, 这种有四到五个牙的倒角就是赛罗丝锥。同样的斜螺丝锥有八到九个到脚牙,底螺丝锥有一到两个到脚丫,这些是丝锥的专有名字。这里有一个直槽的赛螺丝锥,这是底螺丝锥。只要听到丝锥名称,我们就要知道切切会往哪里排出和知道他有几个牙的到脚,这是直底螺纹直槽丝锥有一到两个牙的到脚。但是要记住, 任何一个不同类型的倒角丝锥都可以应用在这些丝锥类型上。现在我们就来举一个例子来说明我们为什么会选择这个丝锥。这是一个盲孔弓箭,这个孔没有被贯穿。整个弓箭工程师要求要有四分之三英寸的弓牙深度,但孔不允许被贯穿。如果用赛罗直槽丝锥,他只有五个倒角的螺纹, 无法让我们达到足够的深度。因此,对于这个特殊的螺纹孔,我们必须要用底螺丝追。如果我们公崖的深度非常接近孔底部, 我们不会考虑使用线端丝锥,因为他会把切线往前推,所以我们会使用螺旋底螺丝锥。这里再强调一下,我们不想孔的底部有切线,使用这种线端丝锥,切线无法在毛孔弓箭中排出,并且丝锥会因为这些切线而断裂。 螺旋丝锥的价格通常比较高。更进一步说,螺旋丝锥的切削力是所有丝锥中最大的。它的切削附在分散在两个螺纹牙上,前两个牙为倒角的螺纹,这意味着赛罗丝锥的磨损会比底螺丝锥更 快。除此之外,螺旋丝锥在中心上也比其他的先端丝锥更脆弱。螺旋丝锥需要有足够的排泄空间,让螺旋切切脱离,也需要留冷却液进去的空间。因为这些原因,排泄槽会研磨得比较深,所以导致中心变得比先端丝锥更薄弱。 如果你断掉了一只丝锥,有可能是你使用底螺丝锥在很硬的材料上,因为它的刚性不是很好。如果你断掉的是一只纤端丝锥,你可能是把它用在了毛孔上,导致切屑排不出来。 赛形倒角的先端丝锥通常是我们的首选,它有厚实的中心,因为排泄槽不需要研磨太深,铁屑有空间往上排出。先端塞螺丝锥可以将切削负载和磨损分散在四到五个牙上的倒角 需要的扭矩更低,也比底部到脚的丝锥使用的时间更长。因此,我们尽可能的使用赛形到脚的先端丝锥。螺旋丝锥可以用来加工特殊的孔,比如到底的盲孔。现在,如果我们必须要在一些零件上手动攻螺纹,最好拿一个锥形到脚的丝锥。这样做的理由是他很容易在孔上 自定心。如果你是用一个底部到脚的丝锥来手动公螺纹就会很难对齐。如果是手动公螺纹,至少要选一个赛形到脚的丝锥。最好的情况是锥形到脚的丝锥。如果你需要加工到毛孔的底部,先用赛形到脚丝锥或锥形到脚丝锥,然后用底部到角丝锥。作为一个全能大师,现在我们来讨论如何对这些丝锥进行正确的编程。 这里的三个螺纹孔使用了完全相同的系代码,他们都使用 g 八四 z 负一的深度。当我们装上螺栓时,可以看到螺栓伸出来的部分明显不同。原因在于我们使用了不同倒角的丝锥,所以我们才没有在同一位置上获得完整的螺纹。左边是由最小到角的丝锥加工出来, 中间使用的是赛形到脚的丝锥,右边是底部到脚的丝锥。因为如果你使用的是先端丝锥,你必须考虑五个额外的螺纹深度,所以如果想要全螺纹,必须要再增加五个螺纹的深度。现在给大家做最后的总结,首先要保证冷却液浓度不要过低,攻螺纹时需要冷却液的浓度更高。这 正确的设置喷嘴,甚至是使用 tsc 检查程序。我们的主页也有关于如何计算公螺纹进几率的视频,还要确保使用正确的底孔钻直径。要知道公螺纹可以使用钻头的尺寸范围,有时也可以使用更大直径的钻头,这样可以更容易公螺纹, 同时依然可以保持公拆。始终检查钻孔深度,考虑钻头和丝锥前面的角度,有些丝锥需要磨掉尖头才能使用。对于标准的一百一十八度角度钻头, 你可以将直径递乘以零点三,这样就可以得到该点的长度。最后也可以与我们刀具商沟通,我们了解的螺纹超出你的想象。最后提一下,以上不同思追的叫法可能各不相同,但是他们所使用的方法却都是一样的。
5.7万源研科技 00:43查看AI文稿AI文稿
00:43查看AI文稿AI文稿我赚的钱还不够你打断的思追多,我再重新带你认识思追还学不会,你就卷铺盖走人吧。 像这种直上直下的就是直槽、丝锥、通孔、毛孔均可加工,通用性强,但针对性差。像这种直槽底下开斜槽的叫先端丝锥向下盘线,适合加工从孔不卡线加工出来的衙纹更稳定。这种螺旋槽的叫螺旋丝锥 上排泄,适合毛孔加工,但做出来的孔径容易变大。最后这种没槽的就是挤压丝锥,不排泄,通孔、毛孔都适用,但是仅适用于加工强度较低的材料。赶紧点赞收藏!
1.1万迪跃工具 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿不知道丝锥有什么种类?嗯,一个视频带你了解丝锥的分类和用途。这种直上直下的是直槽,丝锥向下排穴、通孔、毛孔均可加工,虽然通用性强,但是针对性相对较差,一般用于手动公司设计。 这款直槽侧面有斜槽的是先端四锥,也叫螺尖四锥向下排穴,适合通孔加工,不容易卡穴,加工出来的螺纹孔更加稳定。这款螺旋槽的是螺旋四锥向上排穴,适合毛孔加工,容易出现排序问题,做出的螺孔有效 直径容易变大。最后,这款挤压四锥不排穴、通孔、毛孔都可以,比以上两种更稳定,但只适合加工铝合金等强度较低的材质。
 03:42查看AI文稿AI文稿
03:42查看AI文稿AI文稿大家好,我是李好,现在我们正在公司啊,今天有朋友问我 公牙用什么细锥,然后今天我录一期铝料跟不锈钢硬料用什么细锥,比如说盲孔、通孔用什么细菌最好,这是我们花了不少钱,赚了很多施工读书的经验啊, 像我们正常用到的就三种石锥啊,现在拿给大家看一下 啊,现在这第一种大的叫螺旋石堆, 这种叫挤牙石锥, 这种我不知道怎么叫法啊 啊,像这个是在机上供的,这个牙是 m 四的啊,这个是 m 六的啊,都是在机上一体成型的。 我先给大家讲一下做三种思追的格式啊,这种叫几家思追 啊,专门打硬料啊,像是我用这不锈钢的就用这种啊,以前是用这种啊,这种的话太容易断了啊,自从用了这种还好一点,但是我们花了不少钱,断了不少思思追得出来的经验。 这种叫螺旋思瑞啊,这种适合打这种不通红的啊, 不痛苦呢,就比较理想。 然后这种这种适合用通孔的啊,就比如说这种啊,是通的,通的孔又比较好用。 这一块铝啊,这个也是 m 四的,但这块是铝料啊,铝料功能挺深的。 这些都是在西藏做的啊,只要一气成型的话,做上来是挺漂亮的, 如果说上来再弄的话,会把工匠搞花了。 这一块是不锈钢的,现在在供 m 四的牙啊,现在我们都 用在基站工啊,因为基站工的话,他的转头啊,他的施工最少装的很正,没那么容易动,没那么容易断啊。其实在基站工的话啊,敲三数给的好啊,没那么容易断,拿下来的话有时候手拿不住 他经常容易断啊,现在我们现在能在基站工的都尽量是在基站工啊,又快又省事,只要参数给的啊,一点问题都没有。然后像我这个是用洗牙师追啊,现在是洗牙师追 啊,低孔的老三点七的 m 四个孔啊,给大家看看我这边的参数啊,我工牙城是一般是用这个,我是三零的四筒啊,这个 q 级啊,就是 让他每转两个毫米啊,抬起刀,呃,深度啊,从三毫米抬转啊,如果说 是公里的话可以不用这 qq 井啊,这样供热硬料不锈钢的话一定要加这个 q 井。在这视频就拍到这里,喜欢的加个关注,再见。
1311阿星CNC科技(批量件加工)







猜你喜欢
- 632兄弟