接着是螺纹局部结构的画法与标注,螺纹光有主体还不够,这些小附件局部结构也得画对,不然加工出来的零件要么装不上,要么不好做。 下面咱们讲三个关键,局部结构,倒角、退刀槽、螺尾。先看到角,就是螺纹端消掉的小斜角,作用是方便螺栓螺母拧合。 画法上直接画四十五度斜角就行,标注格式是二乘四十五度,前面的二是倒角的宽度,后面四十五度是角度,不管是外螺纹还是内螺纹的倒角都这么标。 然后是退刀槽,加工螺纹的时候,刀具得有地方退出来,这个槽就是退刀槽。 画法上画成矩形,标注要把槽的宽度 b 和深度 a 都标清楚, 这俩尺寸是加工的关键,不能漏。最后是螺纹,就是咱们之前提过的螺纹收尾部分,画法还是和轴线呈三十度角, 但注意一个点,罗伟只有在图纸有要求的时候才画,而且不用单独标注,默认是可以省略的,不用画蛇添足。

粉丝1.7万获赞5.4万
相关视频
 00:35查看AI文稿AI文稿
00:35查看AI文稿AI文稿什么是退刀槽?为什么有退刀槽?车床加工中,为便于退出刀具并将工序加工到毛坯底部,常在待加工面末端预先制出退刀的空槽,称为退刀槽。再看一遍, 这里就是退刀槽。
1172张老师的杂货铺 03:37查看AI文稿AI文稿
03:37查看AI文稿AI文稿车外缘槽看得见摸得着,但车内沟槽就像在山洞里挖沟,完全看不见刀尖,全凭程序和感觉。今天我们就用 g 零 g 一 把这盲操的活干的明明白白。下面我们以这个零件图为例,来学习一下内沟槽的编程方法。首先我们分析一下零件图样,沟槽的宽度是五毫米, 沟槽的直径呢是非四十二,这是一个螺纹的退刀槽,内孔的尺寸呢,已经撤销至肺三十八的尺寸, 我们使用的内沟槽刀刀宽呢是三毫米。接下来呢,我们进行程序的编写,我们新建个程序名 o 零零二二, 快速定位置, x 一 百, z 一 百的位置,换一号刀,一号内勾槽刀设置主轴转速每分钟八百转,每转进给零点零八毫米。 接下来呢是快速移动刀具小于孔径小于孔径到 x 三十五 z 二的位置。 紧接着呢,我们切削沟槽第一刀, z 负二十三, z 负二十三呢,就是在我们刀具超过这一段距离二十毫米往里面延伸三毫米的位置。 z 负二十三, g 一 x 四十二, x 四十二呢,是我们这个沟槽它的最大直径。 第一刀切削结束之后呢,我们退刀退到 x 三十七的位置,小于弓箭的孔径,小于弓箭的孔径。 w 负二。 我们第一刀切削之后呢,槽宽还有两个毫米。 w 负二呢,就是使刀具向 z 的 负方向移动两毫米。 x 四十二是切槽的第二刀切至槽的最大直径。 紧接着 g 零 x 三十五使刀具退刀小于弓箭的孔径, z 一 百五 x 一 百返回呢,我们的换刀点,值得注意的是呢,我们退刀的时候呢, 回换刀点呢,我们要先退 z 再退 x, 不 然的话呢,就容易使刀具和我们的内孔呢产生碰撞, 这个呢就是我们内沟槽的一个编程方法,接下来我们使用这个零件的程序,在我们的机床上进行实际的加工操作。程序录入好了,刀具也已经对刀结束,下面呢,我们开始自动加工打刀,自动循环启动, 看内勾槽我们就撤销好了。最后总结车内勾槽三个要点,一、对刀精准要准, 端面 z 零是深度的生命线。二、切削策略要稳,小切身勤退刀。三、退刀顺序要死记,先退 z 再退 x, 这是基础方法,虽然慢,但最安全。
897数控加工专业教学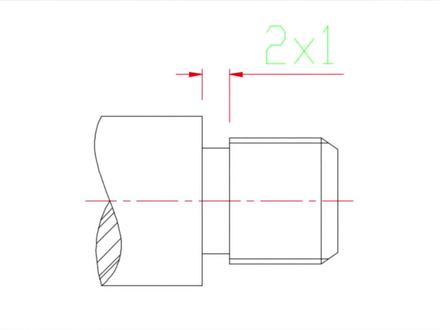 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿这两个位置为什么一个有空槽,一个没有?这个槽在车削加工中称为退刀槽,在磨削加工中叫砂轮月成槽。标注的方法有两种,一、槽宽乘以槽深。图中二是槽宽,一是槽深,二、槽宽乘以直径。实际应用中,推荐使用槽宽乘以直径的标注方法更为直观易懂。形状分为巨型槽、 圆弧形槽、微型槽。主要作用,一、在车削螺纹或内孔时,为刀具的退出减速提供了足够的退出空间。二、使轴肩或抬孔与零件端面紧密贴合,提高定位精度。三、 如果轴肩不用于定位,可以不车退刀槽。四、在高速重载频繁启停的情况下,圆弧过度退刀槽有助于分散受力,降低根部受力集中。
310胡小胡 04:49查看AI文稿AI文稿
04:49查看AI文稿AI文稿大家好,想彻底搞懂切槽吗?今天我们不玩复杂的循环,就用最老实的技能腰带,大家把切槽的每一个步骤都懂明白,记住三个数字, 刀宽三毫米,左刀尖对刀槽宽五毫米,今天的目标就是车出这个五毫米宽的槽。接下来我们以这个零件图为例来进行今天的讲解。首先呢,我们这个零件的毛坯 外缘的加工已经结束,剩余的就是切槽,我们要分析这个槽它的槽宽和槽底的直径,槽宽呢, 从这一点到这一点,三十五到三十之间,槽宽呢等于五毫米,槽底直径呢这边直接标注了出来,非四十四。 这个弓箭它的最大外径呢是分五十三,等一会呢,我们编程的时候, 快速定位的时候,我们的刀具呢要以最大的外圆为精准,留出两毫米的安全距离。我们使用的切草刀呢,刀宽是三毫米,也就是说使用这把切草刀切这个沟槽的时候呢,我们一次是切不成形的,要分两次进行撤销 他的轨迹呢,是这样的,我们使用切刀刀快速定位换二号刀,我们这次呢切槽使用二号刀,二号刀补设置主轴转速 s 八百,进给量每转零点零八毫米,这只是一个参考, 快速定位到弓箭外缘处 x 五十五, z 二的位置。紧接着呢, z 负三十五就是我们第一次切削钩槽它的一个位置, g 一 x 四十四,这个呢是槽底的坐标,这是第一刀 向前切削,切削到槽底位置。第一刀结束之后呢,我们这个槽宽呢是三是五毫米,但是槽刀呢只有三毫米,也就是说在槽的右部还有两毫米没有切削, 紧接着呢就是 x 五十一加速退刀,我们给他每转设一毫米的退刀速度,这样可以加速退刀。 v 负三十三 切槽第二刀那种的起点就是让车刀退出弓箭外缘向右偏移两毫米,紧接着 x 四十四 f 零点零八, 第二刀向前切削进给,这样的话呢,这个沟槽五毫米宽的沟槽,使用三毫米宽的刀,也就是分两刀进行切削。 最后呢就是 g 零 x 一 百 z 一 百 m 三零快速退刀程序结束,程序呢就是这么简单,我们给定的 s 八百 f 零点零八这个参数呢只供于参考, 实际的使用过程呢,要根据刀具材料,弓箭材料和机床刚性,具体的再去选择。接下来呢,我们在机床上进行对刀操作和程序的加工操作。首先我们以车刀的左刀尖为精准,对 z 轴, 刀尖轻轻接触弓箭端面,好,这是 z 零点,我们在刀部上面输入 z 零,我们找到刀部 形状,在二号刀 z 轴上面输入 z 零测量。接下来我们对 x 轴刀尖在外沿方向切入弓箭, 好,弓箭退出。接下来我们测量弓箭直径呢为四十九点六六, 我们在二号刀 x 的 补偿上面输入 x 四十九点六六测量,这样 x 轴就对好了,接下来我们找到程序开始自动加工,选择自动循环启动, 看这个勾槽就切好了。 g 零幺切槽虽然慢,但它是理解所有切槽原理的基础,一定亲手算一算,写一写,下一课我们利用这个螺纹退刀槽来讲解 g 九二螺纹切削循环。
1331数控加工专业教学 01:07查看AI文稿AI文稿
01:07查看AI文稿AI文稿轴类零件螺纹的位置啊,为什么会有一个退刀槽呢?嗯,今天我们来讲一下退刀槽图纸,这样子标注是什么意思呢? 这边呢是螺纹,这个槽啊就叫退刀槽,这里的四乘二呢是代表四毫米,是它的宽度是四毫米, 二呢是代表它的深度是两毫米,也就是这个深度,这边的一个单边的深度是两毫米。大家要知道轴类零件上的螺纹呢,大部分都是在车床,车床上给它车出来的,我们零件上的退刀槽的目的呢,就是为了 这个螺纹啊能够拧到底,因为实际中螺纹呢,它是加工不到这个端面的,所以这里要挖一个槽啊,如果不挖这个槽的话,这个零件呢,这个螺纹是不能拧到底的。那退刀槽常用的标注方式有槽宽呈槽深,还有一种呢是 槽宽呈这个直径,这里呢推荐大家用下面这种方式,这种方式呢别人看起来更容易理解一点,秒懂机械设计如此简单。
284广东飞拓|工程师特训 02:41查看AI文稿AI文稿
02:41查看AI文稿AI文稿在日常的生产中,像这样的呃,内螺纹我们应该如何去编程加工?今天我们加工的螺纹型号是 m 三十乘一点五的内螺纹。首先我把这个内孔呢已经测到了二十八点七。 呃,这个内螺纹的牙膏呢是零点五四乘以螺距,也就是零点五四乘以一点五等于零点八一。咱们用的刀具是这种 呃,定螺距的刀片,刀片的螺距为一点五毫米。那么了解了之后啊,咱们看一下它的程序是如何进行编辑的。好,首先咱们的四号刀呢就是咱们的内内螺纹刀啊,然后咱们主轴的转速为 啊五百一十转。嗯,内孔呢是车到了二十八点七,我这里定到二十六点七,长度定位是两倍的螺距,也就是 z 三。 呃,今天呢我们用的指令是依然是这个 g 九二指令啊,因为 g 九二指令呢适合加工两个半螺距以下的螺纹。呃, g 九二从二十八点七车到二十九点五,相当于车了进刀进了八十道,螺纹长度二十五毫米。 呃,螺纹 x 向退尾高度是一毫米,螺纹退尾长度是一点五毫米, 螺纹的螺距是一点五毫米。这里的螺纹退位高度一般是牙膏啊,比牙膏呢大。零点一到零点二, 这里的螺纹退位长度一般是一个螺距,后面我们从二十九点五车到三十点一,三十点二,最终的车到三十点三二,然后退刀程序结束 啊,那么关于啊内螺纹大径的一个算法,还有牙膏以及小径啊,也就是孔径的算法。我们打在视频的最后,下面,我们看一下螺纹加工的实际啊实际加工情况。
216德州数控达人 07:48查看AI文稿AI文稿
07:48查看AI文稿AI文稿今天再讲一下中间下刀的螺纹的车法,这个中间下刀螺纹 一般是用在磨具吗?那个磨具上面的,我们普通的牙不会中间下刀,你中间下刀的话两边都悬不进去,他这个牙一般是没有用的,除非你这个是传动的,是传动系统,传动系 就是那个那个送料的那那些有可能是这样,但是他一般也不会做成两边没有剃刀头的那种 啊。像这种中间下刀的话,没有退刀槽,两边没有退刀槽,应该怎么戳呢?通常我们只能用一种指令,用 g 三二连续螺纹推销指令。 这个 g 三二连续螺纹枪指令有什么特别之处呢?他就是三个 g 三二,一个进刀,一个走刀,一个退刀, 这个三种进刀走刀退刀三种,三个计算二,三个计算二呢?它有什么功效呢?比方说我们在这个外援里面走, 做三个计算二,然后这里这里定位到车车车下去,然后再走刀,然后这里出来, 这三个动作呢是一气呵成的,一气呵成不带停顿的,他就是这里直接下去下去,哎,回来 才停在这里。他三个动作是连贯的,一气呵成,所以你中间下刀的话必须要用三个击,三二合在一起,但是像这种以前我说的都是这种直上直下的这种,但是有的网友反映说 这种直上直下的这种方法呢,晒出来还不是很好看,那么我们如果你觉得不是很好看的话,还可以改变一个一种方式吗?是不是 我们可以改啊?怎么改呢?你可以斜进啊,比方说我们直径不行,我们可以斜进, 定位在这里,然后斜斜的走过来,然后走,你可以设置成四十五度推刀啊,斜斜的过来,定位到这个点就可以了。 斜进刀这三个,这三这三个动作也是互相连贯在一起的,走过去,哎,过来,退刀,进刀,走刀,退刀,三个动作连在一起, 一气呵成,基本上就这样,我们如果直进刀不好看,那你就斜进刀,斜斜的加这个,这个,当然你这个度度数也可以自己控制,一般不需要 那么精确,你可以控制到四十五度推刀啊,四十五度,这个角也是四十五度,四十五度推刀,但是一般情况下要求没那么严,我们可以随便一点也可以,但是你要保证他 基本大题等于四十五度,这样吧,当然这个程序应该是怎么编的呢?我们假设我们今天要在哎这个外径上面,车一个 m 五十乘以一小径呢,我们可以算出来四十八点八,减去一点二倍的牙距, 四十八点八,那么这个要怎么抽呢?这个是十,这个是二十,二十的话,这里肯定是一百二减二,累负一百,是不是 为负一百点零,然后我们这个怎么车呢?斜进刀,斜进刀,怎么进呢?我们可以这样子,可以定位到这一副八点零,然后往下车,往下车,往下车,然后搭你这副七点零,也可以,怎么编成? 先先编一步吧,你看 t 幺零幺 m 三 s, 这个给他五百转吧。 g 零 x, 你可以退远一点 x, 五十二,五十 五十四了,五十四点零,那么就给他留个两个毫米,两个毫米的进刀的距离,打开加速的距离。 s, 五十四点零, z, 负的多少呢?五十四点零,然后二,再加上一三, 呃,是三个毫米,那么那么 z 项 z 项也给他留三个毫米出来, s 项应该是三个毫米, z 项我们也留三个毫米,这样就是四十五吨了,那就 z 负七点零了,是不是? z 负七点零,这个时候就 g 三二, g 三二 x 五十,第一,第一刀切切到四十九点七吧,然后 z 负十点零, f 一点零十,因为是 m 五十乘以一嘛,然后 g 三二 a 负多少呢? f 一百点零, f 一点零,这个是进刀,看到没?斜进刀,然后这个是走刀,走刀, 然后再退刀,退刀怎么退呢? g 三二, z 负的多少? 在负的一百零三点零,然后 x 五十四点零, f 一点零,当然你这个 f 可以省略,因为前面有 f 一点零 在,我们没必要写那么多。然后 g 零 z 多少呢?这个时候你可以 再进刀到 z 五十, z 负七点零了,然后一直写下去,然后改变 s 这样的定位点了,写下去,一直写下去,多写几多写几个,一直写到 x 四十 八点八,然后再这样下去。我只举这一个例子哈,我们这个是用的斜进刀,斜进刀,斜出刀这个走刀,这个是进刀, 退刀,这个是退刀,这个也是斜退刀。看看斜退刀,嗯, z z 负一百,走到 z 负一百零三,然后 s 五十四,这样一般走到下面的时候就是 基本上等于四十五度推刀了,来这个中间下刀,螺纹车法基本上就这样,如果你觉得直进刀的话,螺纹不好看,我们就来个斜进刀,四十五度进刀,那么就会有清晰的牙头牙尾吗?清晰牙头 阳痿,这样子就就符合我们没有退刀槽的这个螺纹的车法,这这个方法就是这样,反正斜进斜出嘛,然后改变这个,你多斜几刀 就改,一直改,改到车到崖底就可以了。然后就退刀,这个螺纹是非常简单的,就是 g 三二螺连续螺纹撤销指令,斜进斜出。好了今天视频就到这里了,谢谢大家,拜拜。
1246福州阿牛 04:53
04:53 03:14
03:14









