瑞凌等离子切割机质量怎么样

粉丝233获赞1962
相关视频
 04:06查看AI文稿AI文稿
04:06查看AI文稿AI文稿哈喽,大家好,我是在东莞卖焊机维修焊机的蒙古狼,今天老铁到店 要了两台瑞玲等离子切割机和压弧焊机,我这边让他让拍一个视频,教一下焊工怎么用,完了之后发到四川去,四川的代理,不好意思了,这不算串货啊,哈哈, 他是从我东莞买的发到四川呀。我给翻转相机给大家看一下子啊。下面我们搁这个十粒厚的铁,搁这十粒厚的铁十二粒,这个是配的四米 p 八零等离子切割枪,这是地线三米,地线四米切割枪。 好,我们去主机那边,到主机这看面板品牌是瑞玲,中国第一品牌瑞玲,型号是 cut 八零 gt。 这功能开关 二踢,四踢,二踢是按着枪长哥,四踢是按着枪,可以松开枪哥。完了之后,这个是切割切割功能开关,这个是验气的, 这现在出气,而且我们在打的切割上,这是调气的延时,这是调调功率的,最大是八十,现在调到八十二,我们这个歌呢是 这个接触上红色按钮,接上这个红线,我们就可以非接触。割就是枪嘴可以离开铁板一公分就可以割,把它解开,我们一那个哪割嘴一定要挨上铁板割,这这个焊工朋友要记住,还有这是选配配件给他割,带了十套。 看这边,这边要安一个油水分流器,油水分流器这个 气表,这个压力,我们调到五到六,现在是五,这个开关是往上一提,往右边一拧,是调大小的开关,这个是 icinin 的意思是进气,进气 aut, 这么 c cut, 这么拉是出气,出气管连过来到这个机器的进气,这是构成气的回路啊,这么拉,我们是大恩,是气的进气,进气,我们要连个气泵,我们顺着这个气管走,我们 要接个气泵,这个气泵一点五千瓦以上的都可以了,越大越好,一点越大工气越足,我们再回来, 他这是个接的,一个接的电压是三百八十伏的,接三百八十伏电压。绿黄这个线千万不要接到火线上,这 这个地线接,地线完了之后从蓝黑这三个线任意接,接三百八十伏的三根火线,任任意一颗都可以随便接,我们给大家割下试试,现在是我们接着接着引弧线,我们就可以非接触割,要注意安全,我们可以不接触铁板,他就可以起弧 啊,削铁如泥,如果我们想接触铁板哥就把这个线去掉,把这个非接触弧底线去掉,拿开, 拿下来,哎,不要接铁,不要接地,放个安全位置,这么呢,我们就是这么按枪,他就不起糊了,你看我们必须接触到铁 哥,铁如你手手越稳的哥,的哥的板越什么 效果越好。这期视频就分享到这,有需要了解其他机型的请联系蒙古狼,谢谢大家围观。好,拜拜!打包两件 发走。
 03:25查看AI文稿AI文稿
03:25查看AI文稿AI文稿瑞林安的机开八轮机安空枪或者切割时会亮过滤保护防震的维修,大家看一下这是一台什么样的机器, 机器的故障现象是按空枪后在切割时会亮过滤保护防灯,我们自己上电来试一下,我们先来按空枪, 开空调有围服继续按哦,按第三下就没了,过流黄灯亮了,黄灯一亮再按枪呢,就没啥反应了。一般修焊机呢,都会讲究一个 一看二侧三通电的先后顺序后再说,楼层把看离在首位,这是有原 所谓的看一般就是指目测观察,目测观察了一般花不了多少时间,在焊接维修实践中呢,他的确是一种快捷、直观、简便的方法。 今天的这个维修案例呢,我们就是通过目测观察发现问题点的,说实话,如果不是目测观察的问题点,如果是通过其他的排查方式, 那发的时间不知道要多多少倍,具体详情我们来看一下。通过目视观察了,我们就发现这个二乘以十六违法的,这个电容在这个位置呢,有明显的损坏的迹象。 把这个电源拆下来之后,观察了就看的更明显了。我们用万用表对齐进行测量了一下,电源内部的两个电源 中,一个呢是十五点八违法,这是正常的,里面的另外一个电容呢,测的十八点三违法,他的容量是变大了。于是呢,我们对其进行了订饭,订饭完毕后呢,我们自己上电吃鸡, 现在我们来按空调,按空调呢也不正常,现在来切割一下, 这个都很精彩 呦,突然之间过热先气压的防备料呢,这个是查看这个从枪里喷出来的气比较小,我们这里的气泵容量呢比较小,一般用多了他就很快就没气了。这款机器的内部有一个气压开关, 一旦气压过低他就会动作,然后呢这个指示房灯就亮,同时呢他就会关闭输出,等气压升高之后呢他就会自动回复。好,等了一下之后,现在现在已经回复了,现在我们来继续起个 皮革韧软韧弹支持故障排除,尤其完毕。最后感谢大家的观看、关注和点赞,也欢迎大家收藏、分享和评论,有需要涂制的朋友可以进一步联系。
 01:15查看AI文稿AI文稿
01:15查看AI文稿AI文稿这台是瑞林的六零等离子切割机,他的目前情况是炸挂,咱们现在下一步测下,看他主控有没有问题,没问题的话就修复逆变吧。 炸管的机子要查的方方面面挺多的,要查的仔细一点,不然等一下随随便便换个管子装起来,那又没多久又坏掉。现在咱们单独给他的那个变压器供电,让他主控板启动,用他的主控制板启动一下, 启动一下,然后给他挂个波形,挂到试播器上面。咱们看下他主控正不正常啊? 有波形啊,波形在跳动,主控是没问题, 就是这块板子啊,这个板子你看背面、腿全部都烧断掉了,板子也都烧坏了。
 02:04查看AI文稿AI文稿
02:04查看AI文稿AI文稿这台是瑞林八零等离子切割机,现在来看一下它是什么个情况啊?喷火的正常,现在来试割一下, 他就是割不下去,目前就是这个故障, 查一下看这个等离子的故障找出来了,他是这块模块出问题了,模块坏掉那是因为中间这个角螺丝没上紧造成的,那个打火只是接触不良嘛, 螺丝现在都烧断在里面了,这块给他换掉,换掉应该就可以了。这个模块他其实也是有分那个供阴供阳的,他不是说随便 拿起来装下就可以,这个一定要区分清楚,不能装起来,到时候又不能用。还有这边一个小板,这边一个吸收小板,这边也烧了,到时候这边给他处理一下,这里面应该有东西坏掉,然后现在这个板子拆下来了,嗯, 处理干净了之后,他这边电路板已经爬电了,串电过来,还有这边也有,也有一条把它照在灯上面看的比较清楚,看到吗? 这边一条烧的这么厉害,还有这这边也一条,烧的时候把这些铜皮铜膜全部烧掉, 这种的要把它刮干净,刮干净,然后把那个齿变电容再装上去。现在这一台八零的等离子给他 修复了啊,试试隔一下看。 哎呦, 记得关注再走哦。
 03:57查看AI文稿AI文稿
03:57查看AI文稿AI文稿一二三哈喽,大家好,我是在东莞卖焊机维修焊机的蒙古郎,今天给大家分享一款瑞玲 lgk 一百等离子切割机。好,我翻转相机 瑞林 lgk 一百 agpt, 给大家看一下内部结构。 好,我简单介绍他是一一个工作。工作原理这是一个三百八十伏交流电, 三百八十伏进了一个六三,哎的空开啊。到这个交流电源板上,这三个绿波电容,绿波交流电里的一些杂质。这这 这是一个电炕,一个线圈啊,也是起到绿波交流电的之后这一个主电三项输出。输出看我们看的看的线,顺着线码直接到这 到这个,到这个黑色整流桥,这整流桥交流过的整流抽直流的直流六百伏。这是妈绿波直流电的电容,绿波出了过过来之后 直接倒这个大模块的,这个大模块就是 igpd 模块啊,这个模块应该是耐压在一千二百伏以上啊,功率应该是在一百二一百安以上,反正他肯定要大于一百安以上啊,要不他输出不了他一百安的功率来。这是这这是一个主路啊。完我们这边再看 他这个交流电,还有第二路,第二路输出到这里,经过这个交流变压器,三百八 大师傅交流便是输入输出,他这个输出路就多一点输出一个双十五服,输出一个交流电,三十六服,输出一个二十七服。到这个主控板,这个主控板就和我们人的大脑似的,他都是从这个主控板 给各个分板啊,发送一些信号,发送些指令。这个双十双十五伏,三六伏,还有二七伏。到这里又又经过整流啊,又经过整流, 整流,这是八个整流管子,有四个为一个桥式整流,经过八个管子。完这这么啦,分别去供一些个二四伏了,十五伏了。还有包括供这个显高,那显着屏的五伏电的包,包括供这么拉的一个 一个电视法的控制电的,这就是我们说的主空板,主空板就主要是啊,就和人的大脑似的。完了之后还有 这边,这边我们再看一下子,这边是二次整流啊,他这个经过二次整流啊,他这输出的直流电更加平稳。二二次整流之后, 这是一个二次整流的负极,这个负极经过大电抗啊,就从这边输出了,从啊从这边输输,输出了,还有另一个级,另个级这边 拯救出了另一个级输出到这边从枪这个输出了一正一负,一个输出一个平稳的八十多伏,或者是一百多伏的一个直流电,直流电他根据每个加机器 设计的不一样啊,他这个输出辅数也也不一样啊。这是一个枪开关,控制开关,我们一按枪开关,他这么拉,这控制板都会发出一些个指令。完了之后同时 新播,新片发播完了开始工作,还同时也是给电磁阀动作开关,他就是这么个工作原理。这是一个老款的瑞玲,做的还挺扎实的,是我打开每一台,我就给大家 详细介绍下子,我就不一一的去打那个心机介绍了,我每次修哪台,我就给大家介绍哪台啊。今天就分享到这里, 大家认为这个维修的师傅在我视频中能学到一些东西,给我点赞评论,双击六六六。
 01:27查看AI文稿AI文稿
01:27查看AI文稿AI文稿呃,这是一台八零 cut 八零 ns 的双电源的这个内置气泵的内置切割机。他的机械方式是是 这样子的,他是中间,这个也是不需要接的,他不管是接三百八的时候是吧,中间这根不用接,接两百的时候也是接第一根跟第三根,然后接三百八的时候也是接第一根跟第三根,接两根火线。这是他的 接的方式,相当于他是三百八的两两根火线。然后我们把面板说一下,他进入两百二,他姐显示这两百二,进入三百八就显示三百八。然后呢,在我们选择七元的时候,他有个内置七元, 两个外置气源。然后这个大家都看得懂的,这气体也是啊,这是在手焊的功能呢,这切割跟手焊,当我们都需要需要调换,调到切割的时候,最大的负载电流就是八十安。然后呢,具备了两梯跟四梯功能。 然后呢,对吧,这是切割跟解气,我们按一下解气。呃,哦,要爽到外置。呃,我们吃饭就开始工作。 呃,大概就是这样的,一个一个面板。呃,接下来我们来呃,切割,我们来吃鸡。
14众横焊接与切割 02:17查看AI文稿AI文稿
02:17查看AI文稿AI文稿这台是瑞林的一百等离子切割机客户,他说在使用的过程当中突然间里面冒烟了,而且烧出了明火,赶紧用灭火器把它灭了, 打开之后发现他这个无机这边已经烧裂掉了,这个爆掉了,而且这些线头全部都烧融在一起,这些线头全部都烧,烧坏掉,这些要重新接。 像。目前这个情况主要就是先检查他,检查一下他的那些主部件,看有没坏,主部件只要没没问题,其他的都是小事。 呃,第一下就检查这个 i g p 模块,这个模块目前检查它是好的啊,这个模块看着不起眼,四四方方一小块,像像肥皂一样大小,这个模块好贵的。然后就是检查 主控板,主控板他能正常发波,这个是好的,剩下的就这块板子,这块板子目前目前检测这个开关管他是不导通,感觉这个开关开关管这个线路有问题,目前就先把这些修复的, 再去处理这个开关管。还有他那个出气量比较小,我还以为是他的那个气阀哪里堵了,或者气管哪里坏了,刚刚查了一遍都不是,后来才发现是这个客户。这个是自己换的气垫接头啊,这个是雅武汉专用的, 这个出气口太小了,没看到。这个就是等离子用的,他出气口比较大,这个出气口比较小,膝盖如果变小了,会导致铁板割不透。还有还有第二个就是割嘴损耗比较大, 容易烧个嘴,所以说这个配件啊,有时候看外观长得一模一样,他不一定就能用哦,这个得注意点,有些小细节得注意。这台比例子现在全部修复了, 无机该换的话呢?还有线子这些烧坏的也都全部接起来,给他套的热缩管全部给他套热缩管定位器,该换的也都换了,现在跟他试歌一下。
 12:32查看AI文稿AI文稿
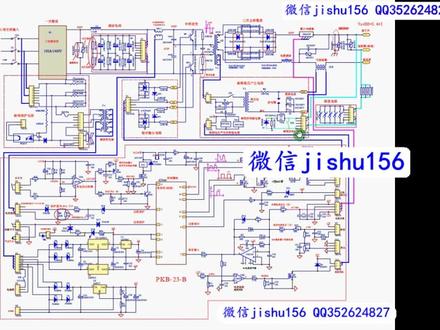
12:32查看AI文稿AI文稿下面我给大家 讲解分析瑞林款 lg k 杠一百等离子切割机 的工作原理、控制过程和常见故障分析处理方法。 在讲解等离子切割机电路分析之前,先给大家简单介绍一下等离子切割机的工作特点、组成和引弧方式。这是 离子切割机的电路谱,上面是一次性电路,下面是所有的控制电路。 那么等离子切割机我们从电路上可以看到,他实际上是在手工焊基础上增加了手开关控制电路,这是手开关控制电路。 气阀控制电路,也就是电磁阀控制电路,这是电磁阀控制电路。风波控制电路,这是风波控制电路。 高压产生电路,这是高压产生电路。 高频输出电路这一块是高频输出电路 以及高频控制电路,这个是输出 高频控制电路。 另外在六十安倍以上的大电流切割机上,还有一个就是维护控制电路,这就是维护控制电路,我们这个一百安倍就有这个维护控制电路。 等离子切割机鱼实际上他与雅湖汉,我们讲过的雅湖汉他有许多相同的电路,他有很多相似的地方,比如话,比如说他手开关控制电路是一样的,气阀控制电路 他都有相同的,包括风波控制电路、高频控制电路以及高压产生电路和高频输出电路。 只不过他的高压,我们说等离子切割机他的高压输出最后大概在一万二千伏左右,而雅湖畔这是在六千伏左右。 还有在区别的地方,那就是等离子切割机他的输出电压,包括他的输出空点电压,他的工作电压都比亚胡焊高,大约要高四倍左右,一般这个等离子切割机的输出电压在两百到三百伏之间 啊。手工焊包括养壶焊,一般是在六十到七十伏之间。这么高的电压,他是为了便于引弧,而便于产生等离子, 这个电子产生电厂产生等离子的。另外也就说了等离子切割机, 他没有和那个引弧增压电路,他的疏忽电压比较高,所以他不需要进行引弧增压,这个电路是没有的。 另外还有一点就是等离子切割机他所用的压缩空气,他的空气就是经过压缩的, 所以说他用这个空气,我们说他用来产生等离子的,又叫空气等离子切割机, 所以大家经常听到是空气整理的气候气,就是因为他所用的气体是空气,而雅湖畔他所用的气是雅气, 他的气体主要是起保护作用的,防止氧化,起保护作用的两个的性质是不一样的。 另外从字面上来看,雅湖畔主攻汉,他都称为汉 焊接焊接,那么切割机呢?他实际上他是切割,一个是焊,一个是切割,两个是完全不一样的概念。所以说手工焊和亚胡焊,他实际上是通过粗粗短路产生的电弧,我们称为自然弧, 他大概这时产生自然壶,这个电壶的温度大约在六千到八千度左右,用来融化焊条与与金属工件之间进行焊接 把。等离子切割机是利用压缩空气在电压电厂的作用下产生等离子弧,等离子气体 经高压引弧以后,他产生等离子弧大约是在一万五到三万度左右的高温,这样就能够使迅速的使金属融化,并且在气流的作用下进行切割。 另外压缩空气他还有一个作用,就是冷却他的个距,因为他的个距温度很高,个距需要冷却。那么在一百二十二米以上的大电流的等离子切割器的话,还必须要采用水循环来进行冷却个距的, 所以说大电流还需要再大的电流,就需要水循环来冷却的,这是本地的切割机。 另外我们再讲一下等离子切割机他的引弧方式,他不像不像手工焊,直接进行短路就可以 进行引弧焊接了。等离子切割机他引弧方式有两种。再讲这个引弧方式之前, 我先讲一下产生等离子壶的三个条件,也就是说要想产生等离子壶必须具备有三个条件,第一要有输出的两百到三百伏之间的空载电压, 这个电压是夹在喷嘴和电极针上,用于产生电厂和磁场的。 第二要有五公斤左右的压缩空气,它用于产生等离子气体。 第三个条件,也就是说等离子切割机必须要具备有一万二千伏左右的 高频高压,它用于击穿等离子气体,产生等离子弧进行引弧。那么一般常见的引弧方式有两种,一种是接触性引弧,一种是转移性,就是转移式引弧。 我们来看 这两种方式。 首先我们来讲一下接触式音符,什么叫接触式音符?那么也就是说先将个句,就是说喷嘴与弓箭进行短接, 然后进行引弧,再把它分开。这个地方我们要讲一下等离子切割机,他电源,他的功 键是接正极的,这点大家一定要注意。他的针,那个弓箭要切割的弓箭是接我们等离子切割机电源的,正极是接弓箭的,他的负极 是通负极超时机上的,通过有一个引弧线圈,用于产生感应高压的引弧线圈,接上里面的一个电极针的接负极。 割嘴就是喷嘴与电极针之间是绝缘的,也就是说我们把这个地方加上了, 其实是引弧线,就是说我这个喷嘴先与共建接触,也就是说在喷嘴与电极之间产生二百多伏电压,这时这个电压,也就是说产生的电厂, 在你产生的电厂和磁场在高压在高频高压引弧情况下作用下形成等离子弧,在压缩空气时,它产生等离子弧, 一旦拧弧起弧以后,高压起弧以后,然后将弓箭将等离子切割机的各种慢慢的抬起,略微抬起一点点, 因为这时他产生的电弧的温度很高,容易烧毁各个嘴,所以说把它略微抬高一点点,就是做离开弓箭进行切割, 在切割的时候,他的高,他的高压,高频高压是断开的。我们在这里就说一下注意一点等离子 切割机他的输出电压,也就是他的工作电压,就是在工作的时候他电压,他有一个公式,他的突出特性, 他是由 vo 输出电加等于八十加零点四乘癌癌就是他的工作电流。 那么假定我们现在把电流调到一百安倍进行大电流的切割,那么这时他的输出电压加在电极针跟个水之间的电压应当是八十加上零点四乘一百,那么这个地方是四十,那么他的电压是一百二十伏,这个电压很高, 这是等离子切割机的一个特点,这是就这就是接触器引弧,这种接触式引弧一般用于小电流切割机,六十安倍,四十安倍的小电流, 那么对于我们一百安培的他以上的,包括以上的,他就利用进行转移,转移弧引引弧的又叫维弧式, 那么他是这样的,我们说了他这个电极正就是电源正极,他通过一个继电器,还有一个一定限流电阻接到这个喷嘴上, 这个构成他的维护电,维护电路,等会我们想维护电路分析之后再讲。我们只知道他从通过正极,结果经过继电器控制,然后通过限流电阻接到喷嘴上,他的负极仍然是接在电极针上,这之间是 随缘的,在按下枪开关时,他产生高压。








猜你喜欢
- 8589阿忠来了
最新视频
- 1.3万经济参考报