跟着豆丁学技巧,从此干活没烦恼!如果方管堵头,你还不会搞,这个视频你要看好!现在方管尾部切斜角,然后两边分别切出刀口,向上弯折后用锤子敲进去,你看这个堵头好不好? 圆管已经说了很多遍,有的朋友还是不会干,那么这个造型到底该咋干?新手朋友你要注意看。还是裁一张和圆管周长相同的纸片,从中间对折后,包裹在圆管上,标记出圆管的直径。然后你再贴起纸片边缘,对其直径画半圆,两边都是同样的操作。 最后画出两个半圆的两条公切线,剪掉不要的部分,把它包裹在圆管上画轮廓。用角磨机切掉不要的部分,拼接到一块焊接好。下次遇到这活你会不会搞呢? 干活你要会技巧,遇到啥活你都会搞。所以这个视频你可要收藏好,就眼前这个活,你离开纸片你可搞不好。 还是裁一张和圆管周长相同的纸片,从中间对折好,标记好圆管的直径后,对其纸片两侧画半圆,在纸片的中心位置做好标记或标记点,分别画出两个半圆的切线,用剪刀剪下后包在圆管上画出标记, 用角磨机切开后,你再拼接,看看这样是不是刚刚好。 第一次干活太紧张,脚趾忘带了,也不要慌,为了不被老板骂,你看这个诀窍香不香?找一根细线,以方管的宽度为半径,化半圆 或顶点连接半圆两端,用角磨机切开后再弯折。这方法是不是比用脚趾还快好多?好了,客套的话我也不多说了,感兴趣的朋友,我的主页里还有好多好多。

粉丝9.1万获赞21.9万
相关视频
 04:18查看AI文稿AI文稿
04:18查看AI文稿AI文稿电焊基础新手入门教程,超实用,安全第一,我给你整理最简单最容易上手的新手版,一看就能练!一、 先记住,安全永远第一,必须带电焊面罩,防弧光,防烫伤,穿长袖长裤,劳保鞋不穿换新衣服。手套必须是电焊专用皮手套,场地远离易燃物,油纸 布、塑料,旁边备灭火器。二、认识最常用手工电弧焊焊条焊新手最容易学的就是焊条,电弧焊一、设备电焊机家用常用两百二十伏小型直流焊机,电焊钳,地线夹焊条。 二、焊条怎么选?新手普通铁焊钢用 j 四二二 e 四三零三最通用直径 新手用二点五毫米最好看。三、电流怎么调?新手直接照抄二点五毫米焊条七十到九十安,三点二毫米焊条一百到一百三十安,薄板用小电流,厚板用大电流。三、握焊枪姿势 一,看前握稳,像握比蛋更有力。二、身体站稳,手要稳。三、眼睛只通过面罩,黑玻璃看容池。四、核心三要素新手必备 一、弧长焊条间离钢板一到两毫米,短弧最好焊。二、角度焊条往前倾七十度到八十度。三、速度匀速走,不要太快,也不要停太久。五、最简单起弧方法,新手必学一、 滑擦起弧像划火柴,焊条在钢板上轻轻划一下,起弧后立刻抬高一到两毫米,保持电弧,然后匀速往前走。二、点击起弧,垂直轻点一下,钢板迅速提起,保持短弧。六、晕调手法,新手先学一种, 先练直线走,别玩花样,焊条不摆动,直直往前走,速度均匀,看到熔池是亮黄色小坑就对了。七、怎么判断焊得好不好,焊道均匀,鱼鳞纹整齐, 不烧穿,不断弧,没有明显大洞,汗流。八、新手最容易犯的错,一、弧太长,飞渐大,焊不牢。二、手发抖,多练站姿,手臂靠身体。三、电流太小,焊不上假焊。 四、电流太大,烧穿变形。九、第一步练什么?一、在废铁板上点焊,点点就行。二、练起弧灭弧。三、再练长焊道。四、最后练对接焊。 你清楚了吗?
 02:49查看AI文稿AI文稿
02:49查看AI文稿AI文稿厚铁电焊新手教程,焊条焊实用板,厚铁一般只大于等于四毫米铁板,重点,电流够大,焊透不烧穿,分层焊。 一、先定设备与焊条焊条 j 四二二三点二毫米厚铁首选焊机,家用两百二十伏,工业三百八十伏都可以,电流三点二毫米,焊条一百一十到一百四十安,板越厚越靠近上限。 二、厚铁关键坡口很重要,厚度大于六毫米一定要开坡口,角度六十度左右,底部留两到三毫米缝边间隙两到三毫米,不开坡口很难焊透,容易虚焊。三、 焊接三步骤,多层多道焊。一、打底焊第一层,电流一百一十到一百二十安。手法,小锯齿直线窄,焊到目的,焊透根部熔池要吃到背面,运调慢,稳短弧。二、填充焊 第二到三层,电流一百二十到一百三十五安。手法,月牙形锯齿摆动宽度适中,每焊完一层,敲掉药皮,再焊下一层,不要焊太满,给盖面留位置。 三、盖面焊最后一层,电流一百二十到一百三十安,摆动稍宽,焊到平整均匀,速度均匀,出鱼鳞纹最好看。 四、厚铁必懂四个要点,一、短弧短弧短弧焊条间离熔池一到两毫米,长弧等于不结实,飞件大。二、角度,焊条与弓箭七十度到八十度稍微向前倾。三、溶池控制, 看到亮白果园溶池才是焊透了。四、厚铁不能快焊,要给铁足够时间融化溶透。五、新手最常见问题, 焊不牢,没融透,电流太小,手太快,气孔多,焊条受潮有锈,油风大,弧太长,焊到歪,手没靠稳,手臂贴身体找支撑。六、新手练习顺序,一、后板上练点焊连弧,二练直线焊道, 三练开坡口对接焊,四再练多层多道焊, 你学废了吗?
 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿老师傅传授电焊小技巧,大概进入四个啊,一致,说的是角度要保证一致,从起焊到结束角度是一致的。那个枪离弓箭的高度不要讲错,因为高度呢,就是说从那个里面导电准, 喷准导电准的端部到弓箭之间的距离称为杆的长度,最后高度 保证是他是直径的十到十五倍,如果电流增加到三百安以上的时候,他的长度可以适当的再增加五毫。你的手看好从这个虎口往下挪下来。 好,这时候这个角度是对的啊,你就记住这个虎口朝上,我始终这个虎口朝上,他角度是不变的。假设一下,你如果是这样,我倾斜一点,他有可能会看着看着不自觉的到这边会角度会变大。
115迈克焊机小迈 02:11查看AI文稿AI文稿
02:11查看AI文稿AI文稿将两个不同的方管焊接,像这样焊接的话很不稳固,可以拿一个脚尺将大管上部多余部分画线,再沿着这条线与大管边缘的交点跟下部垂直点画线,然后将小管移上来,再用脚尺对齐大管,在小管边缘做标记点,沿上部垂直点与标记点画线,最后将画线的部分全部割掉, 最后你就会发现,两段原本大小和鞋面都不同的方管就能严丝合放的合成九十度。那如何将圆管与方管进行九十度连接呢?如果只是粗略的焊接一边,虽然也是九十度,但这样肯定是不行的,边上都是缝隙,连接点非常的不稳固。我们可以准备一张纸,然后在纸上画出圆管的圆形轮廓, 用剪刀将纸上的圆形剪下来,再将纸直接对折成半圆,然后将弧形部分对齐方管的边缘,在弧线两边端点处画一个标记,再在方管上画出一条半圆弧线,用脚趾沿半圆的端点在另外三面依次画直线, 只留下半圆的部分,其他的全部做上标记,然后用砂轮切割掉标记的部分, 这样就得到了一个带半圆的方管。然后将刚刚的半圆纸放在圆管底面上,在半圆的两个端点做标记,再用脚趾沿着端点分别画一条直线,在两条直线上分别画一个刚好和方管底面一样长的标记,再拿一张纸裹住圆管,对齐两个标记,画一条半圆线,用砂轮机沿着这条线切割出一条半圆缝, 这样圆管和方管就能严丝合缝了,而且是刚好九十度。再将边缘部分进行焊接,稳固的一匹。 那如果遇到这种四十五度角的铁管,该如何焊接呢?先准备一张裁剪好的纸,纸的宽度刚好和铁管圆周一样长,然后将纸沿宽边对折,沿纸的宽边在铁管上包裹出一个半圆。在铁管底面,纸的对角点分别做一个标记,然后将标记对齐这张纸的一个顶点,另一个标记对齐一边两点之间沿铁管画一条半圆, 另一边也重复做一遍。然后用尺在纸的宽边中心点做一个标记,沿着标记分别与两个半圆的切点按照两点一线画一条直线,然后将半圆部分和宽边多余的部分裁剪出来, 再将纸摊开包裹在铁管上,在铁管上画出刚刚剪掉的纸的轮廓,最后用砂轮机切掉画出的轮廓部分,这样四十五度角的铁管就能刚好沿四和缝的进行焊接了。
262机械与手工 01:05
01:05 01:06
01:06 01:17查看AI文稿AI文稿
01:17查看AI文稿AI文稿注意看,找来一根细线和一支记号笔,在钢板的直角位置用同等的长度分别画出一些弧线标记,最后将每根弧线交汇处与钢板棱角处相连,就能快速精准找出十五度、三十度和四十五度角。 如何将两根宽窄不同的斜角钢管垂直焊接?这时只需延长窄管的边缘至粗管上画线,并将顶点相连到拼接终点,然后测量其开始横线的长度,勾勒出一个平行四边形,现在去掉画叉的区域,即可将二者无缝垂直焊接了。 落地推拉门拐弯就脱轨,问题其实出在滑轮走位空间不够,先把门拆下来,找到外侧突出的位置,直接做上标记,用切割机把这部分切下来,再反向焊接回去,这样就多出了专门放滑轮的位置。 接下来处理滑轮,在滑轮中心焊上一颗螺丝,同时在推拉门中间位置做好标记,按照标记在门上打一个孔,再把螺母精准焊在孔洞上。 这样安装后,滑轮能三百六十度自由转动,推拉门经过拐弯轨道时就能顺畅通过,再也不会脱轨。用钢管压住两条钢管,再压平另外一条钢管, 接着把钢管斜着放给另外两条钢管,做好记号划线,然后按线切割,就能把两条钢管开口对齐,焊接出九十度直角了,做法简单又实用。
702冯冯爱生活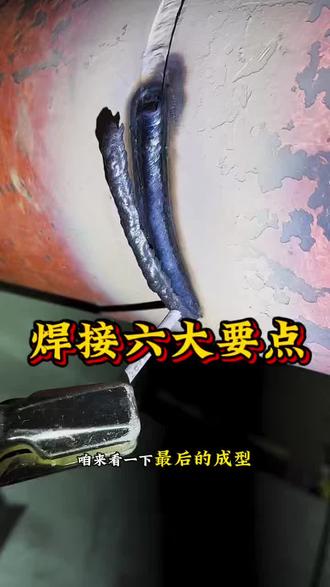 01:03查看AI文稿AI文稿
01:03查看AI文稿AI文稿要想焊出来的焊缝外观成型美观漂亮,首先呢我们就要根据我们母材的厚度和我们焊机功率的大小调节一个合适的电流。 其次我们就要需要注意以下几点,第一,焊接时焊条摆动的速度。 第二,焊接时焊条头前方电弧的高度。第三,焊条摆动到两侧停顿的时间。第四,就是我们焊接时所用到的手法。 第五呢就是我们焊接时角度的一个变化。以上所讲到的这几点呢,归根结底都是为了控制我们熔池的温度, 把熔池温度控制好,始终让我们的熔池成一个椭圆形,那么我们的焊出来的成型就非常漂亮了。下面呢,我们把渣子敲掉,咱来看一下最后的成型。
192南阳远博焊工培训 03:27查看AI文稿AI文稿
03:27查看AI文稿AI文稿各位老铁你们好,这段视频啊,给学员们啊,讲一下这个幺零八乘三个厚的不锈钢点丝焊接的小小技巧。 首先我们摇把焊接呢,也是选择左右滚动,瓷嘴挨着母材的两边边线进行的左右交替,但是在摆的过程中呢,我们这物质啊,尽量捎带刀刃,坡口在一点五毫米以内,不要烧的过宽, 但是这种管呢,我们在焊接之前,首先我们选择调节电流,电流呢一定要小点, 因为每次在烧的时候啊,就是每一次在烧的时候呢,我们要选择打开蒸笼,然后断丝,每次断丝啊,如果电流过大会导致啊铁水呃就是向外鼓的比较严重,尤其是氧焊的部位啊, 咱们呢把这个位置放当做氧焊给学员讲解,因为氧焊焊接 第一步先连接上可以连丝,可以选择连丝,把第一粒溶石形同以后,形同以后呢,我们第一个溶石的温度很低, 在这个位置多烧两次,多摆两次枪,摆枪的同时焊丝要少量的跟上去, 然后温度上来之后,焊丝熔丝变大,焊丝呢断开,每次断开以后就是我们在就是打开熔口 点一滴丝,点丝的量一定要就是说点丝量一定要让它饱满到跟刀刃破口融合即可啊,每次保持熔口打开,点丝量要均匀的去 这个往里推送啊,每一次都要保持着依次类推的向前,这样去焊接就行了啊,视频内场给兄弟们啊,去烧氧焊位置熔池给你们看一下啊, 打着火以后,我们先找焊丝,焊丝烧刀刃直接先连上刀刃破口一划,迅速的给丝,这个定位点呢,原地多烧一下,温度上来熔池变大,这时候呢,焊丝可以断开 啊,断开,但是每次在烧的时候呢,尽量打开熔熔孔,打开大小一致啊,然后摆的时候呢,就是焊丝啊推送的时候啊,尽量 不需要选择内送丝啊,这个焊丝呢,直接放到刀刃的根部就可以来回点,但每次一定要保持熔孔打的大小差不多一致,点丝量呢,一定要选择是均匀的向里面推送焊丝 啊,走的步伐呢,尽量稍微密一点,你稍密啊,你走的步伐密,你里面成型就密度就稍微能密一点,你走的步伐大呢,里面的成型啊,他一样也会比较大一点啊。啊,这时候呢,我们由于视频时间太长,我们这时候直接去看看我们的内口成型 啊,给他们看一下啊,然后我们这是点丝的仰焊位置的内成形啊,希望兄弟们看完之后给我点个红心,点个关注啊,多多支持一下啊,感谢!
378啊虎-焊接培训办证 01:29
01:29 01:09查看AI文稿AI文稿
01:09查看AI文稿AI文稿要想铁艺做的好省料,这个技巧你要掌握好,就眼前这个活,你看这样操作好不好,缺多少补多少,下次遇到你也这样搞。 不同规格的方管拼直角,这样焊接可不好,先用钢尺画出延长线,再对准焦点画斜线,把方管对其外角摆放好,在墙角位置做好标记,然后过标记点画上小斜角,用角磨机切开后,这样拼接就刚刚好。 方管我们天天焊,遇到啥活都要会干,就眼前这个活,新手朋友你可要注意看,其实也就是用脚趾对准内部的两条直角边画了个延长线。懂得技巧,它就变得很简单。 如果方管你不想切斜角,你也可以这样搞,测量方管的宽度,并在方管上做好标记, 用角磨机像这样分别切出缺口,组合,拼接好后,沿着缝隙焊接,这样虽然看着好,但是我怕老板受不了,说不定铺盖都已经给你打包好了。好了,感兴趣的朋友快进我主页查看更多小技巧!
702豆丁爱手工 04:27
04:27 00:25查看AI文稿AI文稿
00:25查看AI文稿AI文稿新手干电焊干不好,主要就是手不稳,今天给大家分享几个焊接时手稳的使用技巧。第一,尽量手肘和手腕靠在弓箭或者支架上,这样可以减少抖动。 第二,咱们焊之前啊,深吸半口气,焊接时轻憋气或者是慢呼气,手就会稳很多。第三,身体正对焊缝,不要歪着焊,角度一变啊,熔池就乱了。想学习焊接技术的可以后台联系陈晓老师。
183河南电力职培 01:32查看AI文稿AI文稿
01:32查看AI文稿AI文稿二宝汉,如果说你学会这六个位置,你还找不到工作,那你来找我。首先的话就是最常见的也是最简单的平角汉,平角汉他就是右手垂向我们慢慢推着往前走,他有四个最重要的点,一定要记住,首先第一的话就是我们 焊丝杆的伸长度不易过长,如果说太长的话他会出现气孔,那么我们焊丝杆伸长度一般保持在十到十五毫米。第二,我们的焊枪角度上下均匀为四十五度,也就是说对我们的焊道居中, 然后向后倾斜九十到七十五度为最佳,根据自己的个人习惯制定。第三点就是我们焊丝的位置, 我们焊接时焊丝的位置一定要在夹角的位置下来两毫米就可以了,但是一定要平行我们焊到夹角的这个缝总。第四点也是关键的一点,就是我们焊接时焊接的这个速度一定要匀速一致, 不能一快一慢。记住这四点,你的平角焊一定能焊好。我们焊缝焊完之后,它的表面平整,无高低差,然后两条边线直且前后宽窄一致, 然后我们的焊高与焊宽保持一致。像这类的平角焊,你只要有一个科学系统的练习方法, 还有一个你知道它的焊接的知识点,来辅助你大量的一个材料练习,你就肯定能把它焊好。那么如果说咱们想要了解这个焊接的话,可以关注留言小雪老师。
64河南电力职业技能


