master怎么车梯形螺纹
master time 如何使用成型刀加工梯形螺纹?自定义螺纹的加工方法,然后有粉丝朋友问我如何用成型刀来进行一个加工,那么我们今天就来试着用成型刀来加工这个梯形螺纹, 嗯,首先我们还是把外援撤一道,直接点击车床进车,这个外援的话我就直接随便撤一下其他参数,参数我就不设置了,我就把切出这边延长个三毫米, 你点击确定这个外援就撤好。外援撤好之后,我们就是来直接来撤螺纹,我们选择车床刀路撤螺纹, 然后我们选择一把成型刀,这个成型刀需要自己去自己去创建,这个刀库 里面是没有的,然后我们来找一下这把刀,这个就是我创建的成型刀,我们来显示刀具,看一下 这个刀具的形状,我们不用管它,我们只要保证这个刀片是一个梯形螺纹的,成型刀三十度,然后底宽的话跟这个是一样的就行了。然后我们直接 点击确定,然后转速的话我们给个六百转吧,然后这个净给的话我们不用管它。 然后螺纹外形导成的话,我们是 t r 四十五乘八的,所以我们导成是八,然后这个牙形角度三角,螺纹是六十度,我们这个梯形是三十度,然后牙形半角就是一个十五度, 然后螺纹的大径是一个四十五,螺纹的小径由公式计算得出来是一个三十六,然后螺纹的起始位置我们选择这里, 螺纹的结束位置我们选择这里,然后这边是负一百,螺纹的话我们给他多负一点,一般螺纹都是要车过头的,给个一百零五,然后螺纹的定向,我们是一个外径,所以我们选择外径, 然后我们看下一个,然后这边的话我们选择交替 g 三 i 来进行加工,我们选择相等切销量 或者是相等深度,这个根据自己的喜好我们选择相等深度,每次切削个零点 二,就是单边二十四一刀,四十四四十四一刀,然后这个毛坯安全间隙就是一个两毫米, 嗯,两毫米就可以了,我们默认就可以。然后这个切入加速间隙,我们点自动计算,然后最后一刀切削量,我们给他个零点零三吧, 当面三丝就是一个六丝,然后最后精修次数,我们给个两次切入角度,这边我们给个十四度或者十五度都行, 然后我们直接点击确定,你看这个道路就已经生成了,生成之后我们来看一下这个实体模拟, 然后我们把它放大, 你看这个梯形螺纹就做好了,我们就用了一个成型刀进行一个 g 三二左右交替做的一个梯形螺纹,你看做出来是不是非常完美?下面我们来看一下程序 是不是使用一个 g 三 i 左右交替, 嗯, 然后我们把它放大,我们把它放到最大,看得清楚一点, 然后我们看一下这个螺纹的起点是一 g 零 x 四十九,我们螺纹是四十五,所以单边两毫米是四十九,然后第一刀起到点是 z 一点五五七, 然后第二刀起点是 z 一点六零七,然后第三刀又是一个 z 一点五五七, 然后我们这个就是一个进行一个 g 三二左右交替借刀车的一个梯形螺纹, 这个程序是直接可以上机使用的,没有任何问题的。然后这个就是我们的 t 型螺纹如何使用成型刀来进行加工, 然后下下次有机会的话我再讲一下。嗯,这个梯形螺纹如何用成型刀来做一个自印,以螺纹的加工。然后今天就讲到这里,谢谢大家的收看,需要的点赞收藏。

粉丝1.0万获赞2.3万
相关视频
 06:33查看AI文稿AI文稿
06:33查看AI文稿AI文稿在日常生产中啊,咱们使用这个软件啊, must came 软件,对这个梯形螺纹如何进行自定义啊,它的螺纹的一个加工, 今天呢我们利用这个切槽刀左右呃借刀的方式啊,进行一个编程加工。好,下面我们开始呢呃进行一个演示操作。 好,首先我们打开这个 master kim 二零二三的这个软件,那我们自定义螺纹的第一步呢,需要先设置毛坯。 好,我们点击这个机床,然后选择车床,选择一台两轴的公制车床。 好,然后我们点击属性前面的加号进行毛坯设置,我们点击参数, 今天我们加工的螺纹呢,外径是四十二, 罗距呢是十啊,所以说呢,这里外径输入四十二长度啊,我们输入一百,然后点击确定,点击确定。 下一步呢,我们在这个车靴的拓展这个位置呢,点一下拓展列表,然后点击自定义螺纹, 呃,我们点 点击之后进行一个参数的设置,首先第一个我们设置呃切磋刀具,我们点击一下这个刀具库, 然后我们选择一把一点五毫米的切槽刀,当然大家也可以根据情况去设置, 那么在自定义螺纹这里边呢,我们的呃机床还有我们的操作啊,在这两个位置呢,可以按照默认, 下面我们重点看一下我们呃设置形状的一个参数,首先第一个呢就是形状的类型,我们选择参数, 竖式螺纹的定向是外螺纹,呃,然后呢,我们在形状样式这里面选择梯形螺纹, 然后呃我们设置梯形螺纹的参数,大径四十二啊,间距就是螺距十毫米, 呃顶部和底部的半径,也就是螺纹两侧的一个圆弧角,我们设置为零点五,螺纹的深度五点五,顶部宽度三点六六,底部的宽度三点三九二,这是通过计算得来的尺寸。 然后呢我们呃点击粗车移动的控制,我们勾选启用主轴,转速呢,我们这里用一百五十转,然后再 不尽量选项勾选刀具宽度的百分比啊,也就是我们左右借刀的一个量,按照刀具宽度百分之三十来进行左右移动切削的深度零点二,首次切削零点三,左右切削的方向副向, 然后毛坯的预留量,这里我们设置为零, 我们看一下精修移动控制,勾选启用镜像,切削间距零点一,转速呢,我们设为两百轴向分层切削参数一,切削深度零点一,切削方向副向 基本移动控制了,这里呃有这个螺纹起始的一个位置啊,大家可以根据实际情况去设置,我这里设置起始位置是六,结束位置是负的一百零六,当然大家也可以点击呃旁边的这个 呃位置呢进行一个选取啊,现在我们的刀路呢就已经生成出来了啊,他是采用呃左右借刀分层加工的方法呃进行一个加工。 好,下面我们呢进行一个刀路的呃一个模拟,我们点击呃刀路模拟,看一下他实际加工的一个情况, 实际上这个自定义螺纹呢,它的重点呢就是我们设置呃螺纹的参数, 然后呢我们呃生成出来这个程序呢,它是 g 三二 啊,这样呢,在我们的这个广树啊,法拉克还有我们的凯恩蒂丁斯系统上都可以使用 啊,那么针对呃一些逻辑比较大的体型螺纹,采用这种自定义螺纹啊,这种方式进行编程还是效果加工的效果还是不错的。 好,现在我们的这个加工程序,呃,已经生成完毕。 好,今天的视频呢就分享到这里,再见。
652德州数控达人新 03:26查看AI文稿AI文稿
03:26查看AI文稿AI文稿本期视频我们用 maskm 画一个这样的螺旋实体,先把绘图平面切换为右视图,鼠标右键等视图,画一个圆,这个圆的半径二十 打勾,新建一个图层,找到实体拉伸 打勾,拉伸长度一百五,接着把这个一号图层隐藏,接下来给这个圆柱找个角 五毫米 go, 接着画螺旋线线框,螺旋线锥度 放置在圆点上,这里我画了一百六十叉,也就是多了一圈,然后把这个螺旋线移动一下,转换平移 c 方向四五,因为刚刚多画了一圈,全部在右侧,我现在就让左侧让他也延伸过去一点,等下扫描的时候他才能贯通。 我们把这个螺旋线移动到三号层,别, 这是新建三号整点,把它显示出来,接着切换到辅食图右键,辅食图 这里我已经提前把这个牙形给画出来了,在十二度的把它打开,这是一个梯形牙,然后把这个牙形移动到螺旋线的气垫框,选的转换平移, 选择这个点移动到这里,选择移动打勾, 接下来找到实体扫描,串联牙形, 打勾半年螺旋线, 然后这里选择切割实体,直接打勾,现在可以把这个牙形和螺旋线都隐藏了, 倒个角 打勾,零点五的圆角 打勾,来更改一下颜色, 像这个梯形螺纹的实体就做出来了。本期视频就到这里,感谢观看。
668绿水染清风(车工)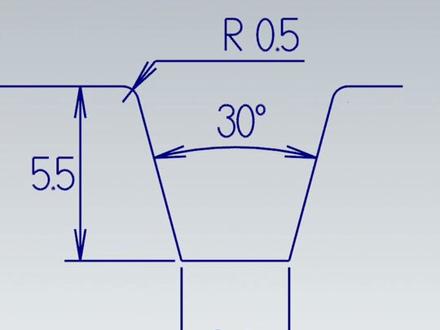 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿本期视频用软件出的程序加工,梯形螺纹牙形图布上两侧有二零点五的圆角开始粗加工,用的是三毫米切刀,材料为三零四单边吃刀零点一。接下来给两侧和底部精加工,软件可以设置精加工余量。 再来看看软件出的程序,电脑编程最大的优势是计算力,不费脑就能把程序编出来。最后来看看加工结束后的效果。感谢观看,欢迎点击主页加入我的粉丝群。
1279绿水染清风(车工) 01:48查看AI文稿AI文稿
01:48查看AI文稿AI文稿今天来试一下昨天磨的那把新新螺纹刀怎么样?先搓一刀干面 装刀的时候用那个对照样板对一下他是否平的。 那先把小拖板刻度调零,再把开合漏磨按下去,开合漏磨的话最好挂个东西让他正头移下来,把中拖板调零。第一刀零刻度线走一刀 是否正确?第一刀一个第二刀还是一个?第三刀一个 第四刀半个三点五好卸, 两刀搞定,再移到中间个一个五点五。好,再见。 这出家工的效果还是挺好的哦,毛都没有反出来哦!小董师傅讲的不错,必须关注加点赞!
439CNC小董 00:35查看AI文稿AI文稿
00:35查看AI文稿AI文稿梯形螺纹程序怎么编?不会的赶紧收藏起来!切换梯形螺纹刀主轴,转速三百,然后机灵灵快速走到起刀点开冷却液,螺纹弓插直径,右边借刀量,初始直,左边借刀量,每次持刀深度快速走到左边加工起刀点, 调整螺纹加工直径,右边借刀量,左边借刀量小于三十四十,每次刺刀深度为零点一五,小于三十二十为零点一,小于三十,每次刺刀深度为零点零五。然后刀架快速退回,关闭冷却捕夺停,程序结束。
2606鸿运来大型重型车铣复合楚楚 06:32查看AI文稿AI文稿
06:32查看AI文稿AI文稿哎,小偷,这个梯形螺纹用 gt 六车靴的话比较粗糙怎么办? gt 六车螺纹是斜进法啊。对啊,然后直接用它。 呃,精加工的话肯定不行,咱们要加个 g 九二呢进行精车,因为我们这个系统呢,他不支持 g 七八哦,好,我给你演示一下吧。好吧,行, 好,下面我们说一下 g 七六加 g 九二指令,一个粗车一个精车如何去编程?好,前面 g 九九美转晋级 g 九七,横转速 g 四零,取消到店边境补偿 m 零三 s 三百五,主轴转速每分钟三百五十转。 g 零 x 三十八三十六的梯形螺纹,这里定到三十八 z 八,注意 g 七六的定位,先定位在 八上,然后 g 七六 p 零二零零三零啊,我们 p 零二经车两次零零,倒角量为零啊,这里有啊,这个退刀槽 倒角量就不留了。三十度螺,梯形螺纹压型角是三十度 q 五零,这里指的是我们最小赤道量为零点零五毫米 二,零点零四,我们的精车余量零点零四。 g 七六 x 二十九啊,梯形螺纹小径, 那么小径是如何计算的呢?我们在视频的最后给大家分享。 a 负三十二螺纹长度 p 三五零零,牙形高度就是我们的螺纹牙膏是三点五毫米啊,这个也是在最后分享。 q, 三百螺纹加工第一刀,他的这个持刀 销量啊,是零点三毫米三百微米。 f 六螺纹的螺距好,下面是 g 九二进行精车,也就是将前面 g 七六零的留的零点零四给他精车掉,主要是这个定位如何去计算 g 零零 x 三十八还是定位到三十八 z 七点零七啊? g 九二精加工螺纹的精确定位七点零七 g 九二 x 二十九, z 负三十二 f 六,这是我们京车啊,京车的一个程序,也就说用 g 七六粗车 g 九二呢进行京车。 好,后面呢就是我们的程序结束,那好,现在我们开始进行一个实体的仿真,点击复位, 不要动啊,点击设置,再次点击,好,我们擦除掉, so, 好,今天的视频就分享到这里啊,以上就是咱们这个 g 七六加 g 九二 粗荆车螺纹啊,粗荆车 t 型螺纹的一个编程,后面我们将以文字的形式给大家叙述 t 型螺纹所有的加工师的参数和 g 九二指令精确定位的计算方法。 好,首先第一个,我们说一下 g 七六和 g 九二在粗经加工螺纹时, g 九二呃, z 值的精确定位计算方法,那么这个 z 值的偏移值怎么算呢?它就等于压型高度 减经车余量乘以弹力体乘以二分之压型角度,那么我们梯形螺纹,他的这个压型高度三十六乘六的是三点五,减余量零点零四 乘以弹力十五度,那么就等于三点四六乘以零点二六八,就等于零点二九七,这里呢约等于零点九三, 那么前面我们定位的时候,定位到了 z 八上,再减去这个偏移值零点九三,那么我们 g 九二直接精加工 啊,我们就可以 z 值定位到 z 七点零七,这是第一个,第二个啊,我们看一下这个三十六乘六的梯形螺纹 是如何啊?进行这个尺寸的计算。首先梯形螺纹的崖形角是三十度,梯形螺纹有崖顶间隙,当螺距为一点五到五十,崖顶间隙为零点二五。 当螺距为六到十二时,压顶间隙为零点五,当螺距为十四到四十四的时候,压顶间隙为一。 那么在呃,梯形逻辑编程当中,我们需要知道这个中径,那么中径呢?就等于工程直径三十六,减去零点五乘以逻距六就等于三十三 啊,我们需要用三针测量法来测量这个中径。第二个我们编程时还需要知道这个芽型高度 h, 他就等于零点五乘罗距,加上 压顶间隙,那么六个毫米的螺距,压顶间隙是零点五,那么就等于零点五乘六,加零点五就等于三点五毫米。 那么我们编程时还需要知道小径,小径呢,就等于工程直径减两倍的压型,压型高度。吓我一跳,那么就等于三十六,减二乘三点五就等于二十九好。
1542德州数控达人新 13:18
13:18 01:15查看AI文稿AI文稿
01:15查看AI文稿AI文稿大家好,今天来介绍一下车梯形螺纹,这是用三毫米的切断刀车,一个十毫米逻辑的梯形螺纹, 这梯形螺纹单边的芽深五点五毫米。最后给你们看程序, 我编了一个红尘戏来加工这样子的题型螺纹,用 g 三二左右借刀的方式来加工这样子的题型螺纹。如果你们也想学红尘戏,我建议你们从入门开始学习。 好了,现在这个梯形螺纹已经加工完成,这个是全程没有加切宵夜,如果加了切宵夜,关节度还会更好。同城系加工梯形螺纹效率是很高的, 我给你们看看啊。这是我编的一个红尘絮,用 g 三二分层加工,左右借刀的方式分层加工,视频的左下角有红尘絮教学视频, 如果你们也想学红尘戏的话,我建议你们还是看一看,看了你们就知道红尘戏是有多么方便,感谢大家的观看。
674数控车床编程教学 01:36查看AI文稿AI文稿
01:36查看AI文稿AI文稿做梯形螺纹必备的常识,本期视频有点长,但是一定会对你有所帮助。做这种梯形螺纹还是比较考验一个加工师傅的综合水平,因为无论是工艺方面或者是编程方面,任何一方面不达标的话,可能都做不到一个好的效果。几个知识点,比如螺旋生角 装刀的方法,分层撤销法,以及他如何做到一个更好的表面塑料度。我们今天呢主要讨论这个螺旋升角以及装刀的方法。螺旋升角指的是我们的中径螺旋线展开的一条直线与这个直径平面的一个夹角,我们看一下后面的这个图片, 那么螺旋升角的存在会直接影响到我们一个装刀的方法,比如说我手中的这个四杆,他的导程是二十八,螺旋升角相对来说比较大, 我们可以看一下我们现在刀具,如果按照正常的水平装刀的方法,他的刀体在下部分是和这个四杠是有这个干涉的,我们的刀体根本没有办法进入到崖底, 那么这种情况呢,我们就需要把这个刀体旋转。一个螺旋升角旋转以后,刀刃与螺旋线是垂直的,我们把这种方法叫做垂直装刀吧,垂直装刀呢,他就不会存在干涉的问题。如果我们的螺旋升角不大,我们想用水平装刀的方法, 那我们依然需要根据螺旋绳表把进给方向的那一个后面磨出一个角度,否则的话依然存在干涉问题,我们来对比看一下是怎样磨的。
1726老王玩数控 03:12查看AI文稿AI文稿
03:12查看AI文稿AI文稿啊,大家好啊,今天呢,我们给大家讲一下子程序啊,如何是分层加工螺纹的啊?首先呢,我们加工的是 tr 五十乘十的梯形螺纹啊,然后我们正常的一个程序编程啊, 程序号一二三四, m 零三, s 多少, x 也得个定位,然后 m 九八是我们一个调用子程序,那么调用哪个子程序呢?调用的是 p 二二三四五,二三四五就是我们子子程序的程序号 l 四十四,那么就是调用四十四次,那么现在呢,我们再来看一下这个二三四五的这个子程序啊,啊,说是子程序啊,在我们没调用的时候呢,其实他就是我们单独编的一个程序,就是我们新建一个程序号,在里面输入程序编程, 那么为什么叫他子程序?因为他的一个结尾是 m 九九,他不是 m 三零, m 九九是返回主程序,返回主程序如果是 m 三零,那么 程序结束他就返回不到主程序了,对吧?所以呢,这个就是我们一个子程序跟主程序之间的一个区别。另外一个啊,我们大家看加工 tr 五十乘十的一个提前螺纹,我们定位在六十四点七五,对不对?牙膏是十一,那么很多人会问,我怎么知道啊,咱们的这个 x 定位在多少?还有就是我们的 l 循环多少次,在这边我们给大家简单讲解一下, 首先我们要看此程序当中的优进刀量,优负十五的话,那么我们 x 六十四点七五减去优负十五,那就变成了多少四十九点七五,这就相当于我们是五十的外援,第一刀 吃到了四十九点七五,然后进行一个加工,继续啊增量退刀。退刀以后呢?我们既然是分层吗?那我的 z 项肯定 要进行一个变化,对不对?右剪刀继续加工,加工完了以后,哎,我们进行 u 十四点七五的一个退到,为什么我们要退到十四点七五?因为我们循环是四十四次,对不对? 我们退刀是退到十四点七五的,但是我们进刀呢,是进到十五的,那么退刀跟进刀之间的一个差值是不是零点二五呀?也就是我每次进十五只退十四点七五,相当于什么?我少退了零点二五,那么下一次再循环,哎,我又进了十五, 是不是相当于又比原来进到了一个零点二五呢?对不对?我们就是靠他这个差值,每一次循环都是少退多进来进行一个循环加工的。那么为什么是四十四次呢?因为我们每一次 他们之间的一个进刀退刀量,他的差值是零点二五,我们用十一除以零点二五求出来的数值就是这个四十四了,就是这个四十四。那我们 x 六十四点七五的定位呢?我们就要根据什么 tr 五十的对不对?加上什么我们初始进刀量十五变成多少? 六十五,六十五,第一次进到零点二五,所以呢,我们再减去这个零点二五,来来进行我们这样子的一个分层加工。 其实我们只是简单的利用了增量编程的一个原理来进行子程序分层加工的啊,关注保洁不迷路啊,每天分享收工小知识,谢谢大家!
1531保洁大师兄数控编程








猜你喜欢
- 2184人间变量