g92计算公式
今天来分享一个我平时在工作当中,我是怎么侧漏纹的,因为做这个行业做十十多年, 我们就用个 m 十八乘一点五的螺纹的。讲一下啊,车螺纹,我们首先要知道 他这个 m 十八,他是 m 呢,代表的是工资螺纹一个名称,是吧? m 工资螺纹十八呢,他是个工称直径,工称直径,也就是这我们要吃的这个外螺纹,那个大径 一点五呢?他是这个牙与牙之间这个距离,就是逻辑,我们说的逻辑就是一点五,我上面都给他写的著名的很清楚的,我们要去怎么做呢?还我们测了,我们还是要知道, 要知道他那个龙的大劲,知道小劲,还要这个小劲,怎么算呢?是吧? 我自己是这样算的,用十八,那么他就是外螺纹,是吧?这标准的,在我们车外螺纹的时候,我们车小一点,不能车大,我们怎么车呢?十八减掉零点一,那就等于十七点九, 外轮的大径,我们就测到十七点九啊,他个小径呢,怎么测呢?用十七点九再解掉逻辑等于十六点四。 外了,我们我们一般都会车小,是吧?我们再解掉零点一,那么他就等于十六点三,这是我们自己我自己做的啊,他们用那个理论上做呢?他是标准一点是吧?他是用底径等于大径解掉逻辑 乘一点三,你看十八减一点五,乘一点三等于十六点零五,然后他这是没加括号的话,我们先算乘除,是吧? 好,这三个数我们知道,那我们就可以开始编程了,怎么编呢?好, m 零三 s 一切转 g 零 x 二十热四, g 九二 x 十七热负十六点五,因为这个螺纹刀是三角的,我们 对刀,我们是以这个刀尖去对的,是吧?这个刀尖对刀尖对这个平面,如果说我们走到十八,那么他这个边就会撞到这个边,是吧?我们放一点五走到十六点 f 一点五呢?他就是这个逻辑,一点五就是逻辑,我价格批零是退尾的,为什么?防止他撞上这个边,我们退尾,是吧?然后 g 九二 x 十七,第一刀测一个毫米,第二刀测三十四,二十四十四,然后再空走一刀,这样我们这个就可以退出去了,这就是我平时做了一个螺纹的程序。

粉丝3.4万获赞16.1万
相关视频
 00:21
00:21 01:16查看AI文稿AI文稿
01:16查看AI文稿AI文稿一分钟学会螺纹编成指令 g 九二,比如我们要加工这个 m 三十乘以一点五,长度为三十毫米的螺纹,这时候就可以用 g 九二简单螺纹循环指令来编程。因为螺纹加工比较特殊,所以我们在编程之前要先计算出螺纹的大径、 打底以及转速的具体参数。为了节省各位的时间,我已经计算好了。大家可以把视频先点赞收藏起来, 以后需要用的时候直接找出来看就可以了。如果想深入学习的朋友,可以看一下这本专业教材的第四十八页, 这里有关于螺纹加工非常详细的讲解和编程案例,案例程序的每一行程序右边都有文字的解释,非常直观。好,我们首先把螺纹刀定位到 x 三十, z 三的位置,大概就是图纸的这个位置。然后直接使用 g 九二螺纹循环指令, 这里的 x 和 z 值是螺纹的终点坐标值, f 值是罗距。接着从这一行开始,就是写每次循环车销后的螺纹的底径 x 二九 x 二十八点四, 一直到刚才计算出来的螺纹底径 x 二十八点零五为止。最后再加一刀轻螺纹压底,就完成编程了。如果换你来编程,你用 g 七六还是和我一样用 g 九二呢?欢迎在评论区说出你的方法。
5196阿东(数控编程) 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿本期视频分享用具九二车网文的编程思路。网文是由头书相等的正反螺纹交叉形成的,下面附上程序。 车玩网纹表面会有很多毛刺,可用外圆刀、高转速光一刀。下面附上网纹计算公式。 网格的大小和角度可通过调整网距和弧长来控制。温馨提示车网纹更适合要求不高的产品,有条件的话尽量上滚花刀,效果会比车出来的好很多。
2045绿水染清风(车工) 06:11查看AI文稿AI文稿
06:11查看AI文稿AI文稿今天给大家分享鸡脚二加工锥度外螺纹啊,我们看一下 pt 四分之一螺纹啊,五十五度音质的带锥度,然后我们可以通过车工表查到大镜、小镜牙膏模具, 那我们查到这个的话,我们是需要去计算一个车的这个外轮廓的一个追度, 那我们有效深度三十五,那我们从这里开始计算啊,十三点一五七,那我们算来算一下小镜,好,小镜的话等于大镜减去长度乘以一比十六, 那大概是十三点一五七,长度的话是三十五啊,就是十三点一五七,减去三十五乘以一比十, 那我们得到的小金的话是十点九七,那我们这个点是十点九七, 那我们按正常来说,我们这里会倒一个角,对吧?倒一个角的话我们这里就变成三十,一般负一的话就是变成三十四了,变成三十四,那我们就是大径十三点一五七,减去长度三十四乘以一百十六, 那我们就他就会往后面退一个毫米,那我们就变成啊这里计算了一下十一点零三, 十一点零三,那我们车这个轮廓的时候,这里一个道角十一点零三,然后到这里十三点一五七,那我们这个轮廓就可以车出来了,车出来以后我们啊就可以用 g 九二加工这个最度螺纹, 让我们看一下程序, t 幺零幺一号刀 m 零三,正转 s 三百五十,转速三百五,打开切宵夜,然后定位七零 x z 三, 那我们这 x 的话是一定要超过大镜的,然后大镜是十三点一五七,然后我们 x 啊定的三点一五七以上 x c 三,那我们在端面要延伸啊,一到两个炉具的 一个位置,那我们是一点三,那我们两个逻辑大概也就二点多,那我定的 z 三啊,他 g 九二切削之前有一个反冲加速的一个过程, 好,我们定位好了以后,我们 g 九二啊,我们现在测一刀 x 十二点七五七, 然后 z 负三十五,让我们车的重点坐标,第一道的重点坐标啊,就在 z 负三十五的位置,然后这个锥度 啊,我们这个长度,这从这个锥度要从这里算啊,三十负三十五,然后到这里正三啊,就是三十五加三三十八,三十八乘以啊,零点零六二五,那我们得到的一个 半径差的话是二点三七五,那他的一除以二,他的一半就是负一点一八七五, 然后 f 啊,我们查到了啊,逻辑是一点三三七,那我们第一行写好了啊,我们第二行就很简单了,我们只需要把 x 值往下减,因为我们 这个一刀一刀往下车,那我们就会越来越少,对吧?十二点七五七,然后你的十二点五,十二点三,十二点二,我们一直往下撤,最终车道最终车道,这个啊, 十一点四十五,这十一点四十五是怎么来的啊?是我们算的这个大镜啊,这个大镜减去两倍的牙膏,两倍的牙膏,然后就得了最后一刀的一个 x 值, 那测好了以后我要进零啊,倒退,退出来, m 三零结束,那按正常的,我们这里刚才这里倒倒角,对吧?然后这里肯定是还有一个, 多出个一,一到两牙的一个距离,那我们就假设我们往后面再退一个一点五,那我们的 zz 的话就是应该是 zf 三十 六点五啊,那我们往后面退个一点五,我们再看一下啊,变成怎么变?然后 g 九二 x 啊,我们也先给他测五十四啊,十三点二五啊, z 啊,变了啊,刚才三十五,对吧? z 负三十五,现在是 z 负三十六点五, 来,然后这里啊,这里那个最多的一个半径插啊, 刚才我们这里三十八,算出来是二点三七三七五,这里算出来啊,他往后面移了吗?往移后面移了就变成他的长度是三十 三十九点五,三十九点五,算起来的话是二点四七啊,除以二 r 就等于负一点二三五,那 f 指啊,也是一 f 指不变, f 一点三三七,然后我们这里第一刀变好了以后,第二刀也是一样的,就 x 往下减就好了。 x 十二点八十二点四,对吧?一直减到 最终的一个值 x 十二点零幺四,他这个怎么来的啊?这个是我们的一个大镜啊,十三点七二六,因为我们在后面走,我们要算一下他大镜啊,一 大镜的话,我们把这个设置小镜算这个大镜的,很好算的,小镜加上长度乘以一比十六,这个长度啊,小镜是三点一五七,长度一点五乘以一比十六,那我们的 得到的十三点七二六,十三点七二六,然后我们最后一道得到就是十三点七二六,减去两倍牙膏,最终得到一个十二点零幺四, 好,最后一刀走了以后,我们机灵把刀退出来,咱们上脸程序结束。
545CNC数控逆向编程 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿车,圆锥螺纹 g 九二指令中的二指计算二、圆锥螺纹起点处的 x 坐标减去终点处的 x 坐标之值的二分之一, x 坐标之差的二分之一就是半径差。起点坐标大,终点小,二直为正,一般是内螺纹。起点坐标小,终点大,二直为负,一般是外螺纹。实际加工时,我们并不是从原追螺纹的一端车到另一端,而是会向两端都延伸出一段,如 b 和 c 的位置所示。因 因此 b 点直径比二十更小, c 点的直径比三十更大,差值也会更大。但是线段 bc 的锥度和螺纹的锥度相同,所以我们可以利用锥度公式来计算 r 的直螺纹的锥度, b 点向前延伸。三、 c 点向后延伸。六、将线段 b、 c 的各参数带入 d 减去 d 是直径叉,半径叉, r 等于十三,除以二等于六点五。因为是起点小终点大的外螺纹,所以 are 的最终取值为负六点五。我是男生,小豆带你玩声后!
879兰生学院CNC智能制造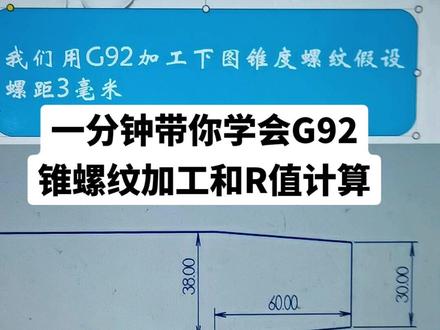 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿大家好啊,发现很多小伙伴不会加工锥螺纹,那么今天我们花一分钟的时间让大家快速学习 g 九二如何进行锥螺纹的加工,以及而值的正确计算。我们用 g 九二加工下图飞镖的这个锥螺纹,那假设它的螺距呢?是三毫米的,那我们来看一下具体的一个尺寸。 呃,他的大头呢是三十八,小头是三十,螺纹的长度是六十,那我们用 g 九二加工,那他的儿值到底是如何正确计算的呢?我们来看一下这个公式。假设我们加工螺纹定位的 z 项起点在 z 三,那计算 g 九二正确的儿值公式如下, 我们用三十八减去三十啊,这里面是大头三十八,小头是三十,然后呢再给他除以二,转换成 半径值,后面再除以六十,就是除以我们螺纹的一个长度六十,后面我们再乘以六十三,来得出我们正确的这个儿值。那六十三是怎么来的呢? 我们的起点定位在 z 三,螺纹加工到了 z 负六十,那在整个加工过程当中, z 方向是移动了六十,再加三毫米,所以是六十三,得出的四点二,我们把它带入到 g 九二后面的 r 当中,那前面再加一个负负四点二, 那为什么是负的一个四点二呢?这里面我们就要看一下 g 九二的 x 的一个定位了, x 定位在三十八,这是我们的一个 大头的一个直径,那么我们以大头作为直径来进行编程,那它的起点在小头,所以呢我们的耳为负。关注保洁学数控,每天分享数控小知识,谢谢大家。
2889保洁大师兄数控编程 00:22查看AI文稿AI文稿
00:22查看AI文稿AI文稿比如 m 三零点五螺纹怎么编成?首先是 z 轴和 x 轴的定位, z 轴定位到负一点零, x 轴定位到五点零, 牙距零点五,那么 s 就是零点五,那牙底镜一般怎么算呢?一般我们试用螺纹外镜减去牙距乘以一点二,你学会了吗?
 01:56查看AI文稿AI文稿
01:56查看AI文稿AI文稿大家好,今天给大家介绍一下内螺纹的编程实力,我们用 g 九二来编程,那么 g 九二是采用镜像进刀的,它和 g 三二一样适用于小螺距的螺纹编程,就是螺距小于三毫米的零件, 下面看一下零件草图,是一个内螺纹零件,螺纹的大径是三十四,螺就是两,螺纹长度是三十三。 那么首先在编程之前,我们要先计算出螺纹的小镜是多少,大家先记一下这个公式,螺纹小镜等于大镜,减去罗距乘以一点零八 就是三十四,减去二乘以一点零八,最后等于三十一点八四。知道这些数据后,我们就可以用 一九二编成了,首先 t 零一零一 m 零三 s 三百 g 九九,下一行 g 零零 x 三十一点零 z 二。定位,注意这里 x 值不要大于刚计算的小径值。 下一行 g 九二 x 三十二点二, zf 的三十三 f 二,这是螺纹加工,第一刀 zf 三十三是螺纹长度 f 二十导程,下一行 x 三十二点六,第二刀近零点四, 第三刀 x 三十三,第四刀 x 三十三点四,第五刀 x 三十三点八, 第六刀 x 三十三点九,最后一刀 x 三十四,下一行退刀。程序结束,大家可以 看一下程序。好的,今天就到这里,感兴趣的朋友请点击关注、点赞加收藏,谢谢大家!
1474铭军视觉文化 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿数控车螺纹加工指令, g 三二 g 九二 g 七六,到底怎么玩?来,我教你。
1631UG编程莫莫-千言教育 02:36查看AI文稿AI文稿
02:36查看AI文稿AI文稿花一分钟时间快速学会红程序 g 九二编程加工追螺纹程序是非常简单的,那我们先来看一下图纸,图纸的大头是三十六,小头是三十,螺纹的长度是四十五啊,单边的一个深度是二点五升,然后螺距是四个的, 我们刀具的定位起点呢,定位在 z 五的位置啊,距离弓箭的一个端面有五个毫米。那我们来看一下这个程序啊是如何编程的?那程序的开头都是常规编程啊,我们就不用管,我们先从变量开始, 减一等于三十六大头的一个外径负值,然后减十等于零点九啊,这是我们第一刀 x 的吃到量,因为记者二加工初始阻力小,吃到量大,随着切深呢,吃到量逐步的一个递减, n 一减一等于减一减去减十,那 x d 减切身的一个加工了。如果锦衣小于三十一,那么锦衣就等于三十一,三十一是螺纹的一个底径,下面锦十等于锦十乘以零点九五,这就相当于是我们吃当量的一个递减,每次的一个循环吃当量都是上一次的百分之九十五, 那下面如果紧时小于零点一五,那么紧时就等于零点一五,这里的零点一五就指的是我们最小赤道量最小不会小于零点一五。 g x 四十 z 五 g 九二 x 仅一 z 负四十五, r 负三点三三 f 四螺纹加工完成,那如果仅一大于三十一,勾 to 一循环跳转到段号 na 进行循环的一个加工,直到加 加工到位。那这个 r 负三点三三是怎么算出来的呢?我们看一下下面的这个公式啊, r 就等于大头减小头,除以螺纹长度乘以加工长度,再除以二。那这边啊,螺纹长度指的就是啊图纸当中标注的螺纹长度四十五。 那然后啊,加工长度指的是什么呢?是指我们编程从起点定位 c 五开始,一直走到我们螺纹的一个终点 c 四十五,以这样子来进行计算的,所以长度就是五十, 那儿就等于三十六,减去三十,除以四十五,乘以五十,再除以二。这边的除以二是指把直径值转换成半径,因为儿是半径值,那这边儿负三点三三,因为我们是外圆的一个坠楼纹,所以呢,儿为负值。
431保洁大师兄数控编程 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿g 九二与 g 五四到 g 五九之间的优缺点 g 五四到 g 五九是在加工前设定好的坐标系,而 g 九二是在程序中设定的坐标系。用了 g 五四到 g 五九就没有必要再使用 g 九二,否则 g 五四到 g 五九会被替换,应当避免。注意一 一旦使用了 g 九二设定坐标系,在使用 g 五四到 g 五九不起任何作用,除非断电重新启动系统或接着用 g 九二设定所需新的弓箭坐标系。二使用 g 九二的程序结束后,若机床没有回到九二设定的原点,就再次启动此程序,机床当前所在位置就成为新的弓箭坐标原点,易发生事故。
952大天数控加工中心


