华力化工离心泵怎么拆

粉丝6.7万获赞18.6万
相关视频
 07:05查看AI文稿AI文稿
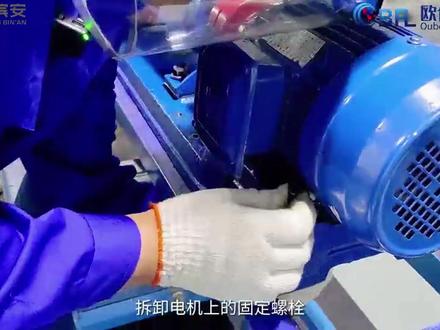
07:05查看AI文稿AI文稿大家好,本节课的主要内容呢?是离心泵的拆装 准备所需工具,铁锤、套筒、管钳、螺丝刀、集轮扳手、拉马木板、铜棒、梅花扳手、该扳手尺子。 确认总闸断电。确认机泵电动机电源已经切断。确认机泵已隔离泄压挂牌。 开启排污阀,开启放空阀,让泵内的液体通过排污阀流出放空泵内残余液体。 选用带扳手拆卸防护罩螺栓。取下防护罩。拆卸电机上的固定螺栓。将电机一致一旁用带扳手拆卸密封压盖螺栓,防止拆卸过程中的机风损坏。 拆卸离心泵制作螺栓。拆卸泵壳螺栓拆卸时要对称拆卸。将泵体从泵壳上取下,取下时应注意泵壳中残留的物料。 在对泵解体之前,需要排除泵体内的润滑油。用扳手拧开腔体上的螺栓,放出润滑油。排泄完成之后,将螺栓复位。利用棘轮扳手拆除叶轮,锁紧螺母。将泵体树立。将叶轮、泵盖、轴套、 机风动环、机风净环依次拆除。取下平键传动部位拆除。拆除轴承压盖。 将轴承压盖在轴承箱上取下。对连轴器前端进行拆卸。操作时,拉码的顶针一定要对准泵轴中心,并使连轴器两侧受力均匀,不可用手锤猛敲,以免造成泵轴轴承和泵连轴器损坏。 需要对连轴器进行防护。用安全绳或安全带对拉马爪进行固定,防止受力过程中弹开。用梅花扳手协助拆除连轴器。拆除连轴器之后,解开安全绳,将拉马爪在连轴器上取下。将连轴器在泵轴上取下, 在泵轴上取下平键。拆除轴承压盖。将轴承压盖的一侧取下,拆除泵轴,找一根钢管,钢管直径需与轴承内径相一致。将钢管由泵头一侧套入轴承,用铁锤敲击,敲击过程中需注意安全。 接下来展示离心泵各个组件,叶轮锁紧螺母、叶轮、泵盖平键、轴套积风动环、积风净环、 轴承压盖螺栓、轴承压盖、轴承箱、轴承压盖螺栓平键、连轴器。泵轴回装之前检查各个组件,一、检查锁紧螺母是否存在咬扣 和滑丝现象。二、检查叶轮是否存在变形、腐蚀及缺损。三、检查泵盖,看密封垫有无破损。四、检查轴套有无磨损。 五、检查机风,检查机风动环面有无破损及划痕。检查机风净环面有无磨损及划痕。检查垫片、机风压盖有无损坏。 六、检查两个轴承压盖,检查油封是否牢固,无裂纹、卷曲、歪斜等缺陷,无严重刮磨。 七、检查轴承是否存在划痕、拉毛或腐蚀。转动轴承,听音判定有无卡点等异常声音。 回装轴承压盖,调整压盖间隙,将轴承装到轴承箱中。回装过程中需要将轴及轴承座进行对准调整,防止倾斜。回装轴承过程中用套筒对准轴承内圈进行敲击。安装 回装过程中务必保证两个轴承同时进入到轴承座中。将轴承安装到位之后检查转动是否灵活, 检查无物之后回装另一侧的轴承压盖。安装过程中密切关注油封情况。拧紧螺栓紧固之后检查泵轴转动灵活性。 回装连轴器平键,将连轴器安装到泵轴。安装泵轴过程中不可直接敲击连轴器,可电木块进行敲击,敲击完成 成后检查泵轴转动情况。回装泵轴前端首先检查密封面情况,将机风净环罩放置泵轴之中。回装机风动环,回装轴套放置瓶件,回装泵盖,回装叶轮, 回装叶轮锁紧螺母用几轮扳手进行紧固。净环机封压盖进行紧固,用两手平行按压将机封压至最低位。回装螺母用扳手进行紧固, 将垫片放置泵盖密封处,泵体复位,泵体与泵壳进行回装,检查接触面有无缝隙。回装螺母用扳手对角紧固。回装,制作螺栓紧固复位垫, 保证电机轴与泵轴在同一水平面上。回装电机固定螺栓,安装静电接地线。 泵组找正,以泵为基准调整电机位置,通过观察缝隙情况检查偏移,左右前后都需进行找正,找正合格后织作螺栓进行紧固, 进行盘车检查转动情况,安装连轴器防护罩,紧固螺栓 通过加油孔加入二分之一到三分之二高度的润滑油罐。泵由放空阀加入液体 无气泡鼓出,关闭放空阀,打开泵排气阀,有液体流出,排气完成。接通电源启动检查,观察压力,缓慢打开泵出口阀,观察有无跑冒滴漏的状态。
1874山东滨安 07:06查看AI文稿AI文稿
07:06查看AI文稿AI文稿大家好,本节课的主要内容呢?是离心泵的拆装 准备所需工具,铁锤、套、筒、管钳、螺丝刀、集轮扳手、拉玛木板、铜棒、梅花扳手、带扳手、尺子。 确认总闸断电。确认机泵电动机电源已经切断。确认机泵已隔离泄压挂牌。 开启排污阀,开启放空阀,让泵内的液体通过排污阀流出放空泵内残余液体。 选用呆扳手拆卸防护罩螺栓,取下防护罩。拆卸电机上的固定螺栓。将电机一致一旁用呆扳手拆卸密封压盖螺栓,防止拆卸过程中的机风损坏。 拆卸离心泵制作螺栓。拆卸泵壳螺栓拆卸时要对称拆卸。将泵体从泵壳上取下,取下时应注意泵壳中残留的物料。 在对泵解体之前,需要排除泵体内的润滑油。用扳手拧开腔体上的螺栓,放出润滑油。排泄完成之后,将螺栓复位。利用棘轮扳手拆除叶轮,锁紧螺母。将泵体竖立。将叶轮、泵盖、轴套、 积风动环、积风静环依次拆除。取下平键传动部位拆除。拆除轴承压盖。 将轴承压盖在轴承箱上取下。对连轴器前端进行拆卸。操作时,拉码的顶针一定要对准泵轴中心,并使连轴器两侧受力均匀,不可用手锤猛敲,以免造成泵轴轴承和泵连轴器损坏。 需要对连轴器进行防护。用安全绳或安全带对拉马爪进行固定,防止受力过程中弹开。用梅花扳手协助拆除连轴器。拆除连轴器之后,解开安全绳,将拉马爪在连轴器上取下。将连轴器在泵轴上取下, 在泵轴上取下平键。拆除轴承压盖。将轴承压盖的一侧取下,拆除泵轴,找一根钢管,钢管直径需与轴承内径相一致。将钢管由泵头一侧套入轴承,用铁锤敲击,敲击过程中需注意安全。 接下来展示离心泵各个组件,叶轮锁紧螺母、叶轮泵盖平键、轴套、机风动环、机风静环、 轴承压盖螺栓、轴承压盖轴承箱、轴承压盖螺栓平键、连轴器。轴承泵轴回装之前检查各个组件,一、检查锁紧螺母是否存 在咬扣和滑丝现象。二、检查叶轮是否存在变形、腐蚀及缺损。三、检查泵盖,看密封垫有无破损。四、检查轴套有无磨损。 五、检查机风,检查机风动环面有无破损及划痕。检查机风净环面有无磨损及划痕。检查垫片机风压盖有无损坏。 六、检查两个轴承压盖,检查油封是否牢固,无裂纹、卷曲、歪斜等缺陷,无严重刮磨。 七、检查轴承是否存在划痕、拉毛或腐蚀。转动轴承,听音,判定有无卡点等异常声音。 回装轴承压盖,调整压盖间隙,将轴承装到轴承箱中。回装过程中需要将轴及轴承座进行对准调整,防止倾斜。回装轴承过程中 用套筒对准轴承内圈进行敲击。安装回装过程中务必保证两个轴承同时进入到轴承座中。 将轴承安装到位之后检查转动是否灵活,检查无误之后回装另一侧的轴承压盖。安装过程中密切关注油封情况。拧紧螺栓紧固之后检查泵轴转动灵活性。 回装连轴器平键,将连轴器安装到泵轴。安装泵轴过程中不可直接敲击连轴器,可电木块进行敲击, 敲击完成后检查泵轴转动情况。回装泵轴前端首先检查密封面情况,将机风净环罩放置泵轴之中。回装机风动环,回装轴套放置瓶件,回装泵盖,回装叶轮, 回装叶轮锁紧螺母用棘轮扳手进行紧固。净环机风压盖进行紧固,用两手平行按压将机风压至最低位。回装螺母用扳手进行紧固, 将垫片放置泵盖密封处。泵体复位,泵体与泵壳进行回装,检查接触面有无缝隙。回装螺母用扳手对角紧固。回装,制作螺栓紧固 复位电机,保证电机轴与泵轴在同一水平面上。回装电机固定螺栓,安装静电接地线。 泵组找正,以泵为基准调整电机位置,通过观察缝隙情况检查偏移,左右前后都需进行找正,找正合格后织做螺栓进行紧固, 进行盘车检查转动情况,安装连轴器防护罩,紧固螺栓, 通过加油孔加入二分之一到三分之二高度的润滑油罐。泵由放空阀加 加入液体,无气泡鼓出,关闭放空阀,打开泵排气阀,有液体流出,排气完成。接通电源启动检查,观察压力,缓慢打开泵出口阀,观察有无跑冒滴漏的状态。
104全时安-阳光考培 13:00查看AI文稿AI文稿
13:00查看AI文稿AI文稿拆卸前对联轴器、 连轴器、螺栓、轴承端盖、机械密封等部件做记号进行标记, 固定机械密封锁片。连轴器拆剪前对中复查检查,检修前对中数据并记录电机 缝连轴期间距离。测量拆卸连轴结泵头螺栓、泵体支撑,将泵头移除,松掉 叶轮螺母,去除叶轮叶轮后端盖。采用组合拉玛套装工具将泵链轴气拔出,拆除折流盘前后轴承端盖。 使用组合拉玛套装工具将凳轴拉出, 松掉。锁紧螺母。 采用组合拉玛工具将负荷端轴承拆出。对泵轴、叶轮、轴头、机械密封轴套轴 连轴气轴段进行跳动量测量。 对叶伦剑剑草、连轴器、剑剑草尺寸进行测量,检查过银量。 对泵酒 进行着色检测,检查泵轴有无缺陷。 使用九成专用手套加热,安装九成,用塞尺检测是否到位。 将九成香内清理干净,气源吹扫。 将轴承箱垂直放置,用螺杆压轴承端盖,将轴承安装到位。 测量端盖与轴承外圈端面间隙并调整, 用扭矩扳手紧固螺栓,固定前后端盖。 通过拉玛组合套装工具将泵连轴器安装到位。 对轴系跳动量进行测量,对叶轮口环跳动量进行测量。对叶轮口环与盖板口环、涡壳口环间隙测量, 对叶轮进行着色检测, 检查有无裂纹、变形等缺陷。拆卸机械密封固定螺栓,佩戴医用手套,将机封拿出,松掉机封卡扣, 取出动环与肘套, 我感觉挪用不对,你不一定能用。 取出禁环检查动静,密封面,检查禁环座有无毛刺,测量有无糕点, 检查进缓 o 型圈有无损伤腐蚀,测量各段尺寸 有无变形,清理净还做腔吹扫密封水,进出口涂抹专用硅汁,净还回装。 测量净缓平面度, 松掉洞环,固定顶丝,拆除洞环。 检查轴套表面是否光滑,有无划痕。测量表面粗糙度。测量内外镜 尺寸与图纸尺寸对比,检查有无差别。检查更换 o 型圈。有无损伤腐蚀,测量各段尺寸有无变形, 检查各弹簧尺寸是否一致。 测量动缓总压缩量, 涂抹硅脂。 动环,回装固定顶丝,按压动环。检查有乌卡色。 测量洞环表面平面度, 固定机械密封卡扣。测量机械密封池积压塑料 清理,检查净环座椅端概率。封面 机械密封,整体安装复位,用扭矩扳手紧固机械密封固定螺栓, 用打压工具对机械密封进行密封试验,等待半小时以上,观察压力,不要有误掉压。检查叶轮与轴套 密封垫片有无损伤,清理密封面,端盖抹油。 叶伦回庄, 用扭矩扳手 将叶轮螺母拧紧,窝壳进行着色。凳体回抓,使用扭矩扳手对脚紧固定头螺栓,拧紧支撑螺栓,按照连轴器对 中要求对电机找证。
1122泵阀之家 03:02查看AI文稿AI文稿
03:02查看AI文稿AI文稿一、行化工离心泵拆装步骤今天上海全蒸泵阀管道泵厂家就来为大家简单的讲解下有关一行化工离心泵拆装步骤的知识内容,大家请跟着小编一起来看看吧! 异形化工离心泵是一种单级单膝悬臂式离心泵,其标记、额定性、萌点和尺寸等项采用国际标准 iso 二八五八幺九七五一, 是一种又一曲大 f 型耐腐蚀泵更新换代的节能产品,适用于化工、石油、野金、电站、食品制药、合成纤维等部门。输送温度在零下二十到一百零五度的腐蚀性介质或物理 浮塑料化工泵化学性能类似于水的介质。注,在对泵进行拆装工作之前,应当做好 以前几点操作,一、在对 a 型化工离心泵进行拆卸之前,应将泵内的液油排除干净。二、在拆卸时需要对每一个步骤做好标记,以便后续的安装进行。 三、在拆卸化工泵时要记得断电操作。一行化工离心泵拆装步骤一、拆下 ih 不锈钢化工泵泵体上的血液管堵和悬架体上的放油管堵,放进泵内液体和悬架体内的润滑油。 二、拆开 ih 不锈钢化工泵泵体与中间支架的连接,并将中间支架、悬架部件和泵盖等全部转子部件从泵体中一起退出。三、拆下叶轮螺母,取下叶轮和键。四、 将泵盖连同轴套、机械密封端盖和颗线密封等部件一起从轴上退出,注意勿使轴套相对于泵盖等发生滑动。然后再拆下机械密封端盖, 将机械密封连同轴套一起取下,再将轴套和机械密封拆开。如果密封采用填料,则可从泵盖中直接拆下轴套,再顺次拆下填料、压盖、填料和填料环等。如果密封采用特殊结构,应注意不同的拆卸方法。 五、拆下中间支架与悬架支架。六、拆下泵连轴器和键。七、拆下悬架体两端的防尘盘和轴承的前后盖,再将轴连同轴承一起从悬架体内取下。八、从泵轴 上拆下轴承装配与拆卸程序相反进行。以上便是关于一行化工离心泵拆装步骤的内容介绍了,希望能够对大家有所帮助。值得说明的是,用户在拆卸一行化工离心泵的时候,如有发现自身难以解决的问题时, 应当立即停止操作,切勿盲目的操作下去,以免对泵造成不必要的二次损坏,应及时联系专业的维修人员或是厂家来进行处理。
 01:56查看AI文稿AI文稿
01:56查看AI文稿AI文稿ali hi, ali hi, and your eyes makes me feel like i was made you cannot escape from me the gods of oven are with destiny you cannot escape from me the gods of oven are with destiny。
2045泵阀之家 05:17查看AI文稿AI文稿
05:17查看AI文稿AI文稿用呆板手将固定托架和减震支架的螺母螺栓拧松,拆下。将的组件从减震支架上吊出, 并将调出的泵组线表面竖放在装配皮片上。 用呆头扳手将固定泵体的螺母拧松。拆卸后将泵体从拖架组件上吊离。 用螺丝刀将套装倒泵在纸口上的 o 型圈拆下。 用手垂合螺丝刀将叶轮止退,便片敲平。用螺丝刀固定叶轮。用呆头扳手将固定叶轮的叶轮螺母拧松拆卸,并将纸退便片取下。 利用杠杆原理,用撬棍在叶轮两侧将其从凳轴上撬松,撬棍在叶轮下翘起的位置在叶轮叶片处,防止损伤叶轮。将撬松后的叶轮从凳轴上取下。用手垂合螺丝刀将凳轴箭槽内的箭翘出。取下。 将邓在组建。从拖架上取下。用呆头扳手将固定机械密封的螺母螺栓拆卸。 拆卸机械密封时,可先用木锤从凳带另一面将机械密封敲松。将敲松后的机械密封从凳带上拆卸取出。 依次用呆头扳手将固定托架和电机的螺母螺栓拧松。将托架从电机上掉下。 依次将八个双头螺柱安装到泵盖上,安装后的螺柱高度保持一致。给机械密封配上垫片后,将其安装到泵带上。 用木锤敲装到位后,用配上坛垫的螺母固定。拧螺母拧紧时注意对角拧紧。 将准备好的拖架要装到电机上, 用相应的螺母固定。拧紧,螺母拧紧时注意对角拧紧。 给机械密封内的 o 型圈无少许润滑之后将其安装到拖架上。 调整邓轴与机械密封的相对位置,保证邓轴上建槽与机械密封上铺台对齐。将件安装到邓轴建槽内,并用木锤将其敲装到位。 当叶轮安装到更轴上,用木锤较正好其相对位置后,用手锤叶轮敲桩到位。 将纸蜕变片叶纹螺母相序安装到邓轴上。 用螺丝刀将叶轮固定后,用呆头扳手将叶轮螺母拧紧固定。引用螺丝刀将纸碎片片翘起使其固定叶轮螺母。将 o 型圈套装到凳在纸口上。 将泵体吊装到泵在组件上, 注意泵体与泵在组建的相对位置。泵体吸入法兰与电机接线盒子对齐。 用木锤将装好的泵体敲装到位后,用相应的螺奴拧紧固定。 拧紧后转动泵轴,检验泵转子的转动是否顺畅自如。若叶轮有卡至现象,需查明原因后反供重装。将装好的泵组件表面吊装到减震支架上, 并用相应的螺栓和配上弹垫的螺母拧紧固。
82泵阀之家 01:23
01:23 15:00查看AI文稿AI文稿
15:00查看AI文稿AI文稿那今天拆卸的是 is 八零六五幺六零型单级单膝悬臂式清水离心泵。一、在开工前十六小时准备工作票。二、在工作开工之前准备拆卸该泵所需的工具。 开工前同运行人员到现场确认各安全措施是否执行到位。 拆卸对轮防护罩。 拆解电机地角螺栓。 拆卸泵体放油湿度,排除轴承内润滑油渍。专用容器内拆卸泵旋臂支架螺旋。取下旋臂支架。 拆卸泵盖与泵体连接螺栓, 将泵运回工作间。 解体前将叶轮、泵体、泵盖间等做好记号,回装时留用。 拆卸叶轮,沿叶轮工作选项选一下轴头,锁紧螺母, 用撬棍对称撬出叶轮。注意,在撬动叶轮时,用撬棍与叶轮的着力点一定要在叶轮叶片位置,防止叶轮损坏。 拆卸机械密封压盖, 并将压盖与泵盖分离。 拆卸泵盖与轴承体连接螺栓,分离泵盖。 拆下机械密封, 用拉玛拔下泵车连轴器。 拆卸轴承体两侧轴承压盖螺栓。 注意,在拆卸部件过程当中应防止油面镜损坏。拆下轴承压盖, 做好端侧、腰侧标记, 固定好轴承体。用手锤打击垫在泵轴连轴细端的铜帽。敲出泵轴及轴承。注意,在固定轴承体时也应防止轴承体油面镜的损伤。 清扫,检查及更换一轴承及泵轴。用砂纸除去泵轴的锈蚀。 用煤油清洗两轴承及泵轴。检查轴头螺纹是否完好,若损坏是 是否有修复余量。修复方法可用板牙修复或三角错修理。检查叶轮及对轮连轴器线槽是否完好。 二、在前空台上放好一副微型铁,将泵轴上两侧轴承分别落在微型铁面上,调整好微型铁与轴承的接触及与工作台接触,应平稳架设百分表至泵轴两端的轴径处, 轴的弯曲不大于零点零五毫米为合格,否则予以更换。 再用微型铁检查泵轴轴承时,应注意泵轴上轴承有无右眼可辨别的损坏,比如内外圈、滚道及滚动体上有无斑点、剥皮、锈蚀或因过热嗯出现的退火变、 保持架变形等损伤现象,否则予以更换。 更换新轴承需检查其运转的灵活性。在组装现场可用手感法简单的检查轴承游戏是否合适, 方法是手握轴承前后晃动,不应有较大的撞击声,必要时进行镜像游戏检查。可用筛尺测量法、挤压熔断丝测量法、百分表测量法 清洗叶轮流到表面至无污垢和铁锈。检查叶轮有裂纹、磨损、砌石腐蚀严重时予以更换。对叶轮密封环磨损不严重的,可用砂纸或搓刀修理。 用检测泵轴弯曲的方法检测叶轮口环跳动。装好叶轮,用百分表测量叶轮口环跳动小于等于零点零毫零六毫米为合格,否则予以更换。 用砂纸去除平键表面锈蚀,检查有无变形、断裂等缺陷。平键的两个侧面应该与轴上键槽的两个侧面实现少量过硬配合,其过硬量为零点零零九至零点零一二毫米。连轴器的检查爪型,连轴器传动爪应完好,传动面完整无缺水。缓冲胶垫应完 完整,无永久变形和老化弹性。注销式连轴器注销螺纹应完好,拆装自如。缓冲胶套完整,无变形,其注销上所有的构件不应缺失。连轴器销口无变形。磨片式连轴器 磨片及磨片铆钉无开裂、传动胶及小孔不应有磨损、变形等缺陷,否则予以更换。连轴器的拆卸用三转拉码可轻松自由拔下。回装时用电筒棒的手锤力度适中,敲入即可。清理轴承压盖的密封垫片及密封胶, 检查轴封磨损情况。若为骨架密封型,检查期有无裂纹。紧固弹簧是否缺失。用卡尺检查期内径的与轴的紧力是否满足需求,一般单边过硬量不小于零点一零毫米。若为毛毡密封的,检查毛毡是否缺, 用卡尺检查毛毡圈内径与轴的间隙不大于零点零五毫米为宜,否则予以更换。在更换新毛毡时,应注意毛毡的剪裁尺寸,不可做的过大或过小。在安装毛毡圈前,应将毛毡圈侵入润滑油中完全浸透,以增加其使用寿命。 清理轴承体上的密封垫面及密封胶。 用煤油清洗轴承体及油面镜,检查轴承体及油面镜有无裂纹、漏油等现象。清洗完成后应控干煤油。 检查轴承体与轴承的紧力,通过拆卸轴及轴承时的力度判断轴承体紧力是否合适,即用两磅手锤中等力度敲出为 质疑。理论上,轴承外圈与轴承体公叉配合为大 h 七小 gh 六,即五十至八十毫米,轴径为加零点零三九五毫米,减零点零零九五毫米。间隙过松应更换。紧力过大应打磨修理。 清理泵盖结合面、密封垫片及密封胶,检查泵盖侧密封环磨损情况严重,易更换叶轮口环与泵盖口环的 直径间隙为零点三至零点五毫米,其磨损极限为一点二至二点五毫米。心口环与泵壳装配尺寸有零点零二至零点零五毫米的过盈。测量泵盖直口尺寸,制作泵盖密封垫片。 现在这张图为旋臂泵的节奏图,讲一下 选必问各部件及名称。这一部分为泵体轴头锁紧螺母、 叶轮部分、 机械密封或填料部分、泵盖部分、 轴承体部分。 旋臂支架两侧轴承泵轴 回装。 将新轴承套入轴间一端轴承落在排骨钳口上,泵轴垂直放置,调整前口距离稍大于轴承内径一毫米左右。选择与轴承内圈接近的钢管套在泵轴上,并落在另一侧轴承上,用手锤打击套管另一侧断面,敲入轴承。 安装完成后,用煤油清洗轴承,并擦拭或吹干残留煤油。若采用热装轴承时,其温度不超过一百二十摄氏度。回装泵轴与轴承体及轴承压盖。 将轴承体内圈涂抹润滑油,固定好轴承体。将泵轴的叶轮端穿入轴承体,用手锤、电铜棒敲击端侧轴承体的轴承外圈,敲入轴承体。再将泵轴及轴承对准轴承体的轴承孔,打击 腰侧泵轴端面及轴承外圈敲入轴承。轴承敲入的深度要近视轴承压盖凸肩的高度。最后测量两轴承与轴承压盖结合面的深度,其竖直减去两轴承压盖凸肩高度,加上两侧密封垫厚度等于零点零七至零点一五毫米的间隙, 可通过加减垫片的方法调整。最后涂抹适量密封胶并加入密封垫片回装轴承压盖。注意轴承压盖的回油槽应向下。 现在咱们检修这台泵,轴 压盖为骨架油封,密封性未延长骨架油封的运行寿命。回装前在骨架油封内径处涂抹适量润滑油。 泵轴与燃轴器放平键在泵轴箭头内 用手锤、电铜棒敲入连轴器,连轴器敲入的深度应与拆卸时相同。 将机械密封镜环安装在 机械密封进环压盖上, 机械密封净环应与机械密封净环压盖保持水平。在机械密封净环压盖直口密封位置装入密封垫,涂抹适量密封胶, 将机械密封净环套入泵轴内。将机械密封动环装入泵轴, 装入深度尺寸应与拆卸时相同。安装泵盖注意泵盖冲洗水孔应向上 放好。叶轮键装入叶轮, 旋紧叶轮轴头锁紧螺母。 将机械密封净环压盖向上推至动净环接触位置, 测量压盖结合面至泵盖结合面的距离,该距离为机械密封的工作压缩量,该压缩量一般控制在三正负零点五毫米,或大或小都应进行调整, 间隙合适后紧定机风压盖螺栓。紧定机风压盖螺栓时,应按对称均匀依次进行,以防压盖发生偏斜损坏。机风静环, 将泵垂直叶轮向上放,直向机风冲洗水孔内注清水、煤、油等液体,检验机风动静环是否泄露 到现场。清理泵壳结合面,密封垫片及密封胶在泵。
160泵阀之家











